Bandsaw Blunders: How They Cut Blade Life
Ron Saxon and David Rosing of Simonds International reveal the top five sawing mistakes . . . and how to prevent them.
Posted: February 17, 2012


(click on photo to enlarge)
(click on photo to enlarge)
(click on photo to enlarge)
When we sat down to write this article we set out to identify a handful of sawing mistakes – and we came up with almost 60. And for each problem, there are as many as ten causes. Mistakes are common and predictable, but they’re also preventable. With the economy recovering and factories coming back to life, this is no time for slip-ups, so let’s sink our teeth into the top five sawing mistakes that waste material, time and destroy blades.
Saws are very much like the people who use them: they don’t react well to heat, shock, abrasion, stress, and tension. Here are some tips and advice to extend blade life, make better cuts and improve productivity.
(1) FEELING PRESSURE TO PERFORM?
We all feel the need for speed, but your blades can really feel the heat when you run them too hard or fast. Excessive feed rate, pressure and speed can damage or destroy your blades. Running a blade too fast or pushing material too hard can dull blades, break teeth, snap welds or crack the blade’s back edge. Chip welding can also be a problem.
A blade works by removing chips from the material being cut; if the blade runs too hard, heat from friction welds those chips into blade gullets, filling the indented space between blade teeth. When the gullets circle back around, there is no place for the chips to go and that leads to bad cuts, stripped teeth and cracked gullets.
SOLUTION: Know the material you’re cutting and set your machine to the correct blade speed and cut rate. As a general rule, slow the blade for tough material and increase speed for softer material. Check your operator’s manual or the feed rate chart on your machine for specific information. Ask your bandsaw blade sales representative if the company they work for offers free, online educational resources and calculators that can help determine correct cutting procedures.
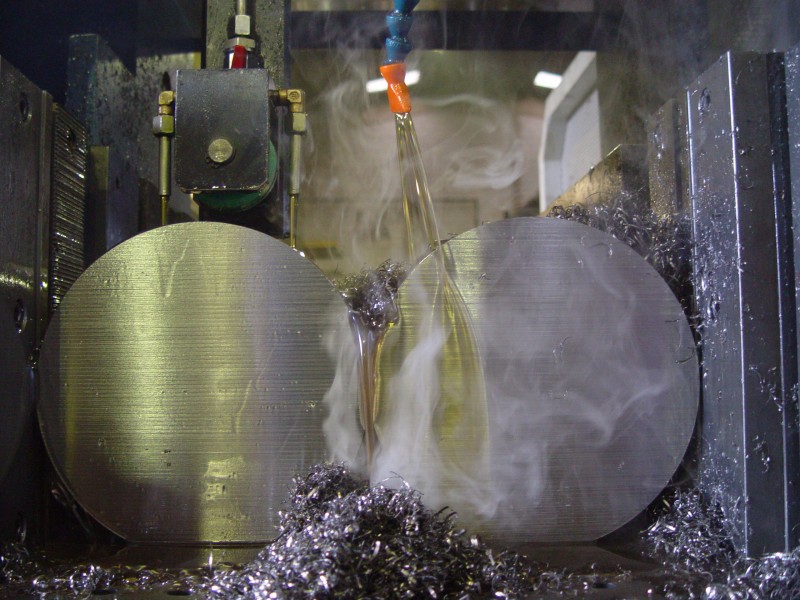
(2) KEEP YOUR COOL
When a blade overheats its teeth wear faster, material chips weld into blade gullets and this all leads to worn out bandsaw blades and poor cuts. Cutting fluid is a critical part of the operation because it cools the blade, lubricates the teeth and washes away chips. Cutting fluid needs to be mixed with water, and it has its own special formula when you use it for sawing versus grinding and general machining. You’ll need a richer cutting fluid mix when you use it on bandsaws; a rich solution does a better job coating and lubricating the blade throughout the entire cut.
SOLUTION: Coolant should wash over the blade as the bandsaw blade enters and exits the cut. Coolant is recirculated and used continuously throughout the cutting process, but be sure to replace water that evaporates from the mixed solution. You should also be on guard for chips that fly into the system and block coolant flow. Watch for system leaks, which can also be a problem.
(3) GIVE YOUR BLADE THE BRUSHOFF
Most machines have a rotating wire brush that sweeps material chips out of blade gullets while the bandsaw blade is making its cut. These chips could get welded into the gullets if the blade runs too hard, hot or fast. The brush should be positioned close to the drive wheel so it can continually whisk away debris. When we make shop visits, quite often we see poorly adjusted brushes that are set too far from the blade to do any good; the brush tips don’t reach far enough into the gullet. We’ve also seen machines with no brushes at all, which is a big and all-too-common problem.
SOLUTION: The brush needs to be close enough to the blade for the filaments to effectively remove chips from gullets. But don’t set the brush too close to the blade because the hard-hitting filaments could prematurely dull bandsaw teeth. A brush set too close to the blade could also wear itself out and quickly become useless. The brush should reach in and touch, but not go beyond the deepest part of gullets.
Subscribe to learn the latest in manufacturing.



