What You Must Know About Pulsed MIG Welding of Aluminum
Three manufacturers share their tales with Mike Vandenberg, Jeff Herb and Chris Roehl of Miller Electric about pulsed MIG welding of aluminum and how new technologies have made the process more viable in their operations by reducing distortion and rework, improving productivity and standardizing wire size.
Posted: May 28, 2013





“It just had a real nice-looking bead with Pulsed MIG,” remarks Jose Vasquez, the plant production manager. “There are some customers that require spray, but we’ve been able to prove and convince them otherwise to go with Pulsed MIG welding.”
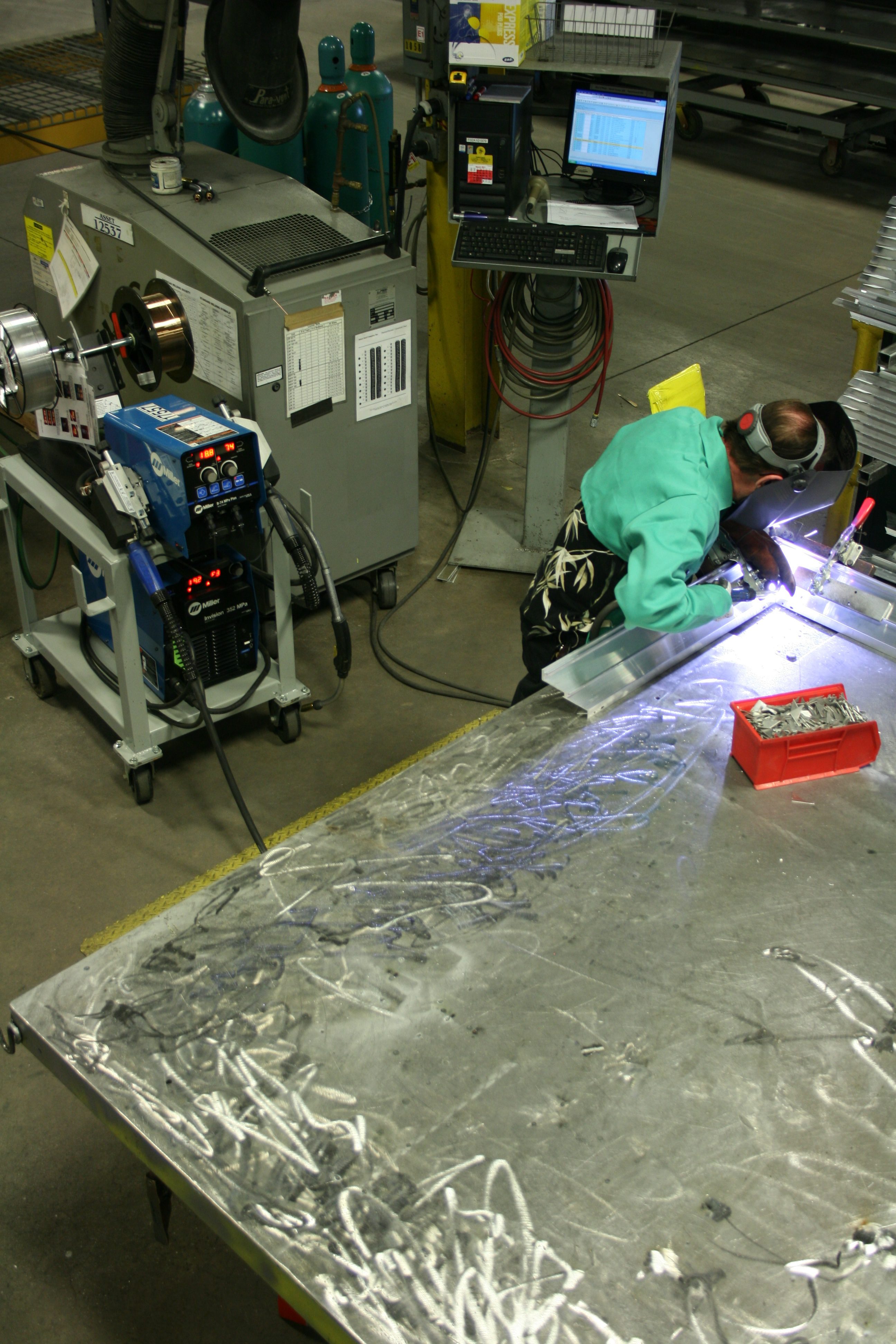
Synergic Pulsed MIG welding gives the operator the power to adjust both the wire feed speed and the output parameters with one knob on the handle of the gun (with compatible guns).
As the operator adjusts wire feed speed, the system automatically adjusts the machine’s parameters to match the change in wire feed speed.
This means the welder can continuously work around the part without making trips back and forth to the machine every time a new joint configuration or thickness is encountered.
The gun also has a trigger schedule select function for the operator to toggle between two pre-set weld parameters for the 5000 series aluminum wire Aluwind uses that are built right into the machine for simplified settings.
“Every one of our welders uses these features, from adjusting the power output from the gun to switching from weld mode to tack mode,” says Vazquez.
“Having all of these controls on the gun definitely creates a nice smooth transition, because the welder doesn’t have to turn around and go readjust the settings at the machine,” he adds. “That is particularly helpful if they are on the other side of the table.”
The shop constantly moves around the platforms, making it tough for welders to go back to their machine every time and change a setting. With the synergic knob, they look over at the display, they set it, and they weld.
“We do everything from vertical to horizontal and overhead in some cases, on the same part,” says welder Joe Buckley. “This means I can switch the wire feed speed right at my hand instead of at the workstation. I never have to go back over to the workstation.”
While it may not seem like a lot of time from weld to weld, the time lost tinkering with controls on the power source adds up over the course of a day.
“If all you are saving is 45 minutes to an hour each day, it’s huge,” says Buckley. “Even just a few minutes makes a difference when you’re bidding competitive contracts, so we have to be as fast as we can.”
Aluwind Inc., 701 Topeka Way, Castle Rock, CO 80109, 720-236-1500, us@aluwind.com, www.aluwind.com
IMPROVED FEEDING OF ALUMINUM WIRE
Sportsfield Specialties manufactures athletic field equipment, including goalposts, soccer goals, sandpit jumps, hurdles, high jumps and batting cages, for a wide range of sports at all levels, from youth sports up to the pros.
The company specializes in modular products such as press boxes and dugouts. The majority of these products are fabricated out of aluminum and stainless steel for function, appearance and formability.
One historical problem with MIG welding aluminum is wire feeding. Being softer and more pliable than other metals, aluminum filler wire has caused frequent birdnesting that is a serious drain on productivity because it takes the operator time to purge the ruined wire, change out the contact tip (an added cost factor), re-feed the wire and start welding again.
Aluminum spool guns – MIG guns with one lb spools of wire affixed to the gun – solved some of the feeding issues but hamper accessibility to certain joints because they add bulk to the gun.
They also require frequent spool changes, as one lb of wire doesn’t last long in a production welding environment. It was also standard practice to change the contact tip each time a spool was changed out, which adds further cost and time.
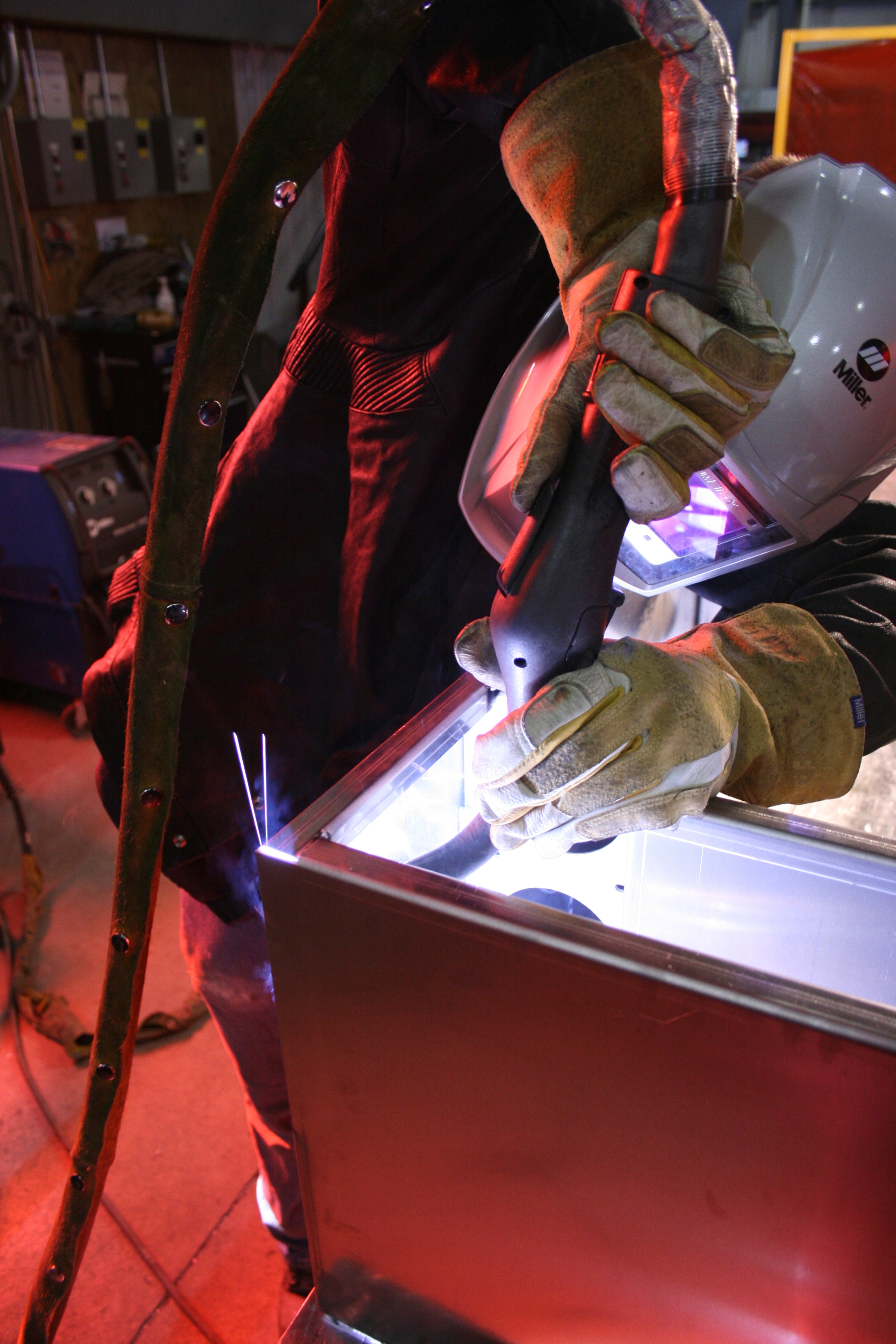
The shop uses a Millermatic 350P® matched with an XR™-Aluma-Pro™ MIG gun that features push-pull wire feeding technology.
Push-pull optimizes feeding performance by ensuring proper drive roll tension, helping solve problems relating to birdnesting, erratic feeding and arc fluctuations.
It also improves feeding to a point where the company can rely on using 16 lb spools of wire housed in the power source versus the one lb spools on the gun.
Its design is also smaller and ergonomically friendly, making it easier to get into tight spaces. “We used to weld with spool guns that were very difficult to get in some of the tight areas,” says Robert Barriger, the production supervisor.
“We tried flexible nozzles, but they created too much clean up and were very time consuming,” he recalls. “The push-pull gun makes it easier to get into tight spots, with a lot less spatter.”
With conventional MIG spool guns using one lb wire spools, one welder in the shop can go through 15 spools on a typical day.
But using the XR-Aluma-Pro gun, welder Anthony Rodriguez saves considerable time changing out spools of wire. “I can put in over eight hours of work without changing the wire or the tip,” he adds. “It makes it a lot easier to work with.”
“Between changing spools from a spool gun to one of these – and having a 16 lb spool vs. a one lb spool – I can see this saving upwards of an hour a day,” notes Robert Palmer, another welder/fabricator on the floor.
The elimination of frequent birdnesting with conventional spool guns that burn a lot of time during a shift, plus the additional cost of wasted wire and contact tips, is also a major timesaver.
“You lose a good 15 minutes of time when the spool birdnests,” said Palmer. “Also, the tip is gone and you need to replace that, too. When you think about it, the money saved on replacing tips adds up fast.”
As with the other manufacturers, this shop has also seen general improvements in welding speed (compared to TIG) and weld quality (compared to conventional MIG).
For manufacturers, these factors make a compelling argument for exploring Pulsed MIG welding in aluminum welding applications.
“This gives you good appearance, with no spatter all over it,” states Barriger. “I think if you lined up and raced the Pulsed MIG and TIG, you would probably get 4 in out of the TIG vs. 12 in out of Pulsed MIG. That’s more parts per day.”
Sportsfield Specialties, 41155 State Highway 10, Delhi, NY 13753, 607-746-8911, Fax: 607-746-8481, www.sportsfieldspecialties.com.
CONCLUSION
You should know that Pulsed MIG welding technology has advanced to the point where quality, productivity, performance and aesthetics make it an excellent option in heavy production environments.
Specifically with aluminum, where the equipment and programs have been designed to meet the specific demands of this challenging material. It may be worth a look.
Mike Vandenberg, Jeff Herb and Chris Roehl are product managers at Miller Electric Mfg. Co., 1635 W. Spencer Street, PO Box 1079, Appleton, WI 54912, 920-735-4162, Fax: 920-735-4013, www.millerwelds.com.
Subscribe to learn the latest in manufacturing.



