Boosting Machine Tool Efficiency: How to Integrate Automated Machining Systems
Despite the benefits of automation, its complexity can intimidate first-time investors. Shops must learn how to effectively define, plan, justify, select, implement and execute a full system integration. To do this, they should become familiar with the process and the key considerations needed for a seamless integration.
Posted: August 12, 2013











Automated machining systems have become a key component to the success of U.S. manufacturing. They have been applied and configured to meet a variety of needs across nearly all industries. Some are designed to boost general production capacity, while others are intended for improved flexibility.
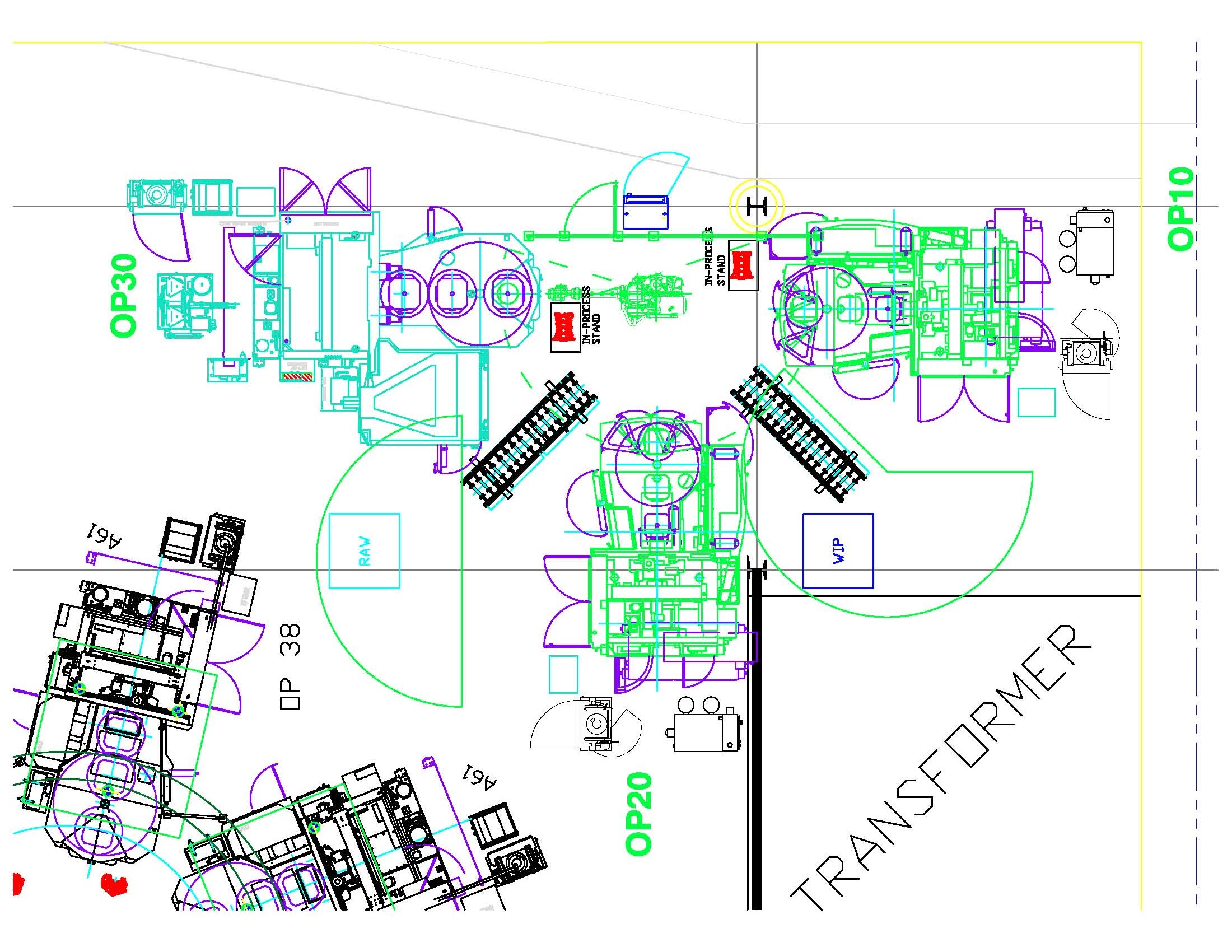
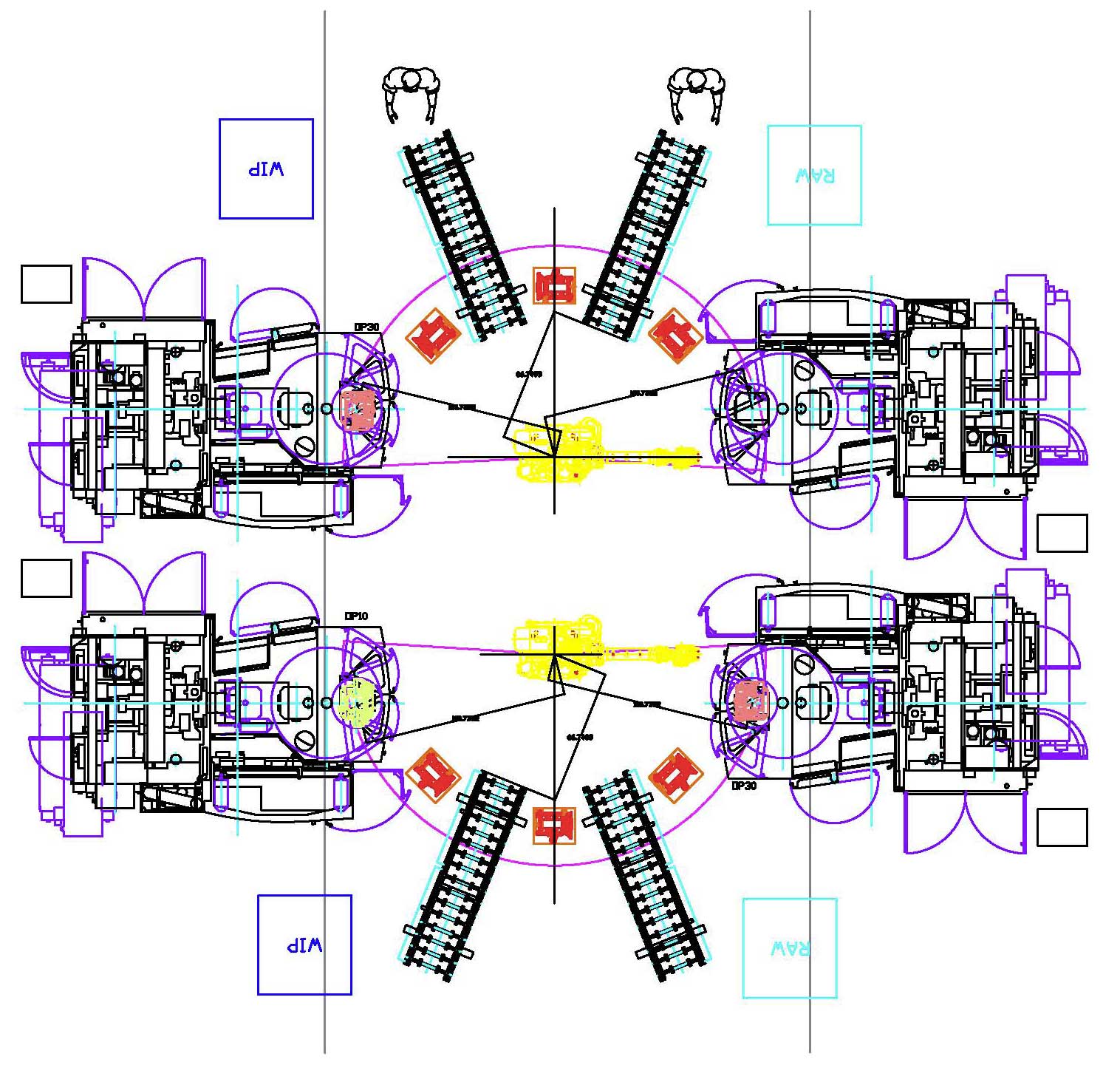
One of the first steps in employing an automated manufacturing system is to plan how the machining cell would look and the direction the system would take including part volumes or types. The production environment in the manufacturing facility usually dictates the type of automation system and the mix of machines installed.
No matter the system’s configuration or the parts being produced, the reason companies are turning to these technologies remains the same: global competitiveness. Despite the many benefits of automated manufacturing systems, their complexity is oftentimes intimidating to first-time investors. In many ways, these concerns are justified. To effectively define, plan, justify, select, implement and execute a full system integration can be a daunting task for those who are unfamiliar with the process. As such, manufacturers must familiarize themselves with this process and the key considerations for a seamless integration.
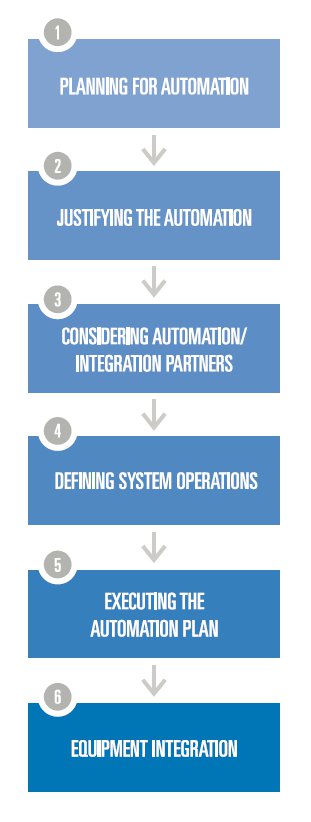
PLANNING FOR AUTOMATION
Shops must first know what they would like to accomplish through automation in order to determine how their system should best be configured. These questions should be answered:
- What type(s) of machining needs to be done (5-axis, 4-axis, aluminum or titanium)?
- What are the features and required machining processes?
- How many parts are typically produced? Is the company expecting to meet volumes of 25,000 pieces per year, or 1.5 million pieces per year?
- What are the part types and mix? Are the parts from the same casting, or are they totally different shapes?
- Does the manufacturer want to move parts, fixtures or fixture plates within the automation?
- What benefits would the company like to experience as a result of automation — increased machining efficiencies, unattended operation or reduced labor costs , better ergonomics, or the elimination of hazardous work conditions?
High-Volume Production
Typically employed in an automotive parts machining environment, where the same part is being manufactured over and over in quantities by the thousands. It is characterized by a highly customized system, where each one of the systems is unique for the part or process, and typically involves a robot or gantry system that services the machining center. There is direct part handling in the machining centers, and serial machining processing, where the parts are passed between machining centers for operations.
High-Mix, Low-Volume Production
Employs low-volume production, but with a high mix of parts being produced on the machine(s). They are typically found in the medical or aerospace industries and often include standardized automation with a system controller to control the flow of parts production. A transport mechanism may move fixtures between machines, or move a fixture plate between tombstones. This is a flexible system that accommodates multiple part types moving across the same machining center.
Die/Mold Automation
Usually employed in mold and electrode machining environments and typically includes standardized automation traveling between machines within a work cell. A cell manager may coordinate the flow of work through these cells, which often includes EDM and milling machines with a single (often Cartesian-style) robot servicing these machines. As the production environment of the business is identified and planning begins for the equipment to be included in the system, project leaders should also consider future expansion. It’s important for a business to plan its automation system with an eye on growth so that when it’s time, the addition fits well within, or can be extended from, the existing automation cell.
JUSTIFYING AUTOMATION
It is crucial for any owner or employee driving the automation process to develop a strong business case defining the ways automation can benefit the company. This business case is especially critical if the company is new to automation. These goals can sometimes include efforts to increase machining efficiency and capacity in order to gain extra revenue potential, or to save direct labor costs and setup times, or improve quality by eliminating scrap.
The internal team needs to understand and accept the changes required to support the automation, along with the new responsibilities that these changes bring to their roles within the organization. All concerns should be addressed at this point to ensure the company is capable of executing the proposed changes. Many employees who go through the implementation of automation say they have become energized by the process improvements that automation brings, and they are excited to learn new skills.
Automation leads to increased capacity, thus many operator roles are redefined or retasked to other areas. Many times when the new automation project is completed, operators ask specifically to work on the automated cell because of its additional capabilities. The operators typically appreciate that automation handles the repetitive tasks, providing them with time to do more productive tasks, such as checking parts or maintaining the equipment or production area.
Once the automation project has buy-in from the organization, creating the right internal and external project team is vital to its success. Internally, the team should include a project leader to be the automation advocate. Manufacturing and process engineers, as well as operations personnel, are also key players. Together they coordinate with other engineering aspects such as mechanical, controls and software on the project. Representatives from maintenance, quality and safety should also be involved. It’s crucial that all disciplines understand the company’s goals and each individual’s role in supporting the project.
As part of the internal planning process, team leaders should consider whether or not the company’s machining process would benefit from logistical changes that better accommodate the flow of the automation. For example, being open to rearranging the shop’s floor plan might bring opportunity to improve the operation. Changing the way the part is fixtured (or how many parts are actually on a fixture), revising the way quality is monitored, and looking at how often inspection is performed can all improve reliability and simplify the operation of an automated system.
CONSIDERING AUTOMATION/INTEGRATION PARTNERS
Selecting the right suppliers and integration partners is critical, and it can determine how smoothly the next phases proceed. At this point, manufacturers have the option to manage the integration process themselves or seek a single-source provider. Given the complexity of modern automated systems, it is highly recommended that manufacturers work with a supplier able to coordinate all aspects of the integration process, including third-party equipment.
A single-source supplier should be able to handle all aspects of the project, enabling the company to focus its attention on larger objectives — such as the next customer opportunity, internal continuous improvement processes or optimizing business continuity. After all, time is money. When selecting an automation partner, the products and solutions offered by each supplier should be carefully considered. Whether or not the company has advanced expertise is important. Past manufacturing experience with automated systems is essential, and the supplier should be able to share examples of automated machining operations successfully facilitated.
It is also imperative to review the types of products the supplier offers, and whether or not the supplier has the electrical, mechanical, engineering and robotics knowledge required. The right supplier should be capable of handling these types of integration services on behalf of the business:
- Project management with a single point of contact
- Specification/design reviews
- Drawing approvals
- Mechanical engineering
- Robot EOAT design
- Layout design
- Controls engineering
- Programming of robot/cell control
- System runoff support at customer site
- Installation/start-up support
- Final documentation
- Site supervision
- Post-installation support
Manufacturers should evaluate whether or not all automation components can be purchased from one supplier, or if, for example, a robot will need to be obtained from one partner and conveyor systems from another. A single-source supplier who has knowledge of third-party equipment can provide recommendations for the entire system, streamlining the purchasing process.
Other considerations include whether or not the manufacturer’s solution offers the best return on investment (ROI) for the automation endeavor. Ergonomic issues and product life should also be weighed — such as how long a product is expected to be made and whether the automation supplier is able to meet a business’ changing needs. Automation has many levels and depends on the application. Sometimes a supplier may recommend starting simple in order for the business to become comfortable with the process of automating.
In addition, it is important to decide how much work is to be handled internally, and how much work the automation supplier must manage. A single-source supplier is responsible for the entire system and can easily consolidate the machines, fixtures, pallets, conveyors and robots. This supplier is the single point of contact throughout the project, coordinating activities between all parties and managing the project schedule and installation. Such an approach means that the internal project manager does not have to handle everything on his own, can concentrate on other things, and that various suppliers do not resort to finger-pointing later about who is responsible for what issue.
Subscribe to learn the latest in manufacturing.



