To Have Is To Hold
An examination of some of the latest chucks, jaws, collets and other tool and workholding technologies that can help you reduce setup time, increase spindle utilization and improve your competitive edge.
Posted: August 12, 2013





SETTING UP COLLET BLOCKS FOR MULTIPLE-PART MACHINING
Collet blocks can be used horizontally or vertically on mill tables, jig grinders, flat or angled fixture plates, tombstones or rotary trunnions (see Example 1). Group them together hydraulically or pneumatically for high-production multi-part machining. Part gripping sizes range from .008 in (1C collet) up to 6 in (step chuck) in diameter. Hex, square and custom-shaped collets are available to hold a variety of shapes.
Hardinge Inc. (Elmira, NY) offers several models of collet blocks that use standard collets that you may already be using elsewhere in your shop — 1C, 3C, 5C, 16C, 3J, 22J, 35J, and FlexC 42 and 65 mm.
The part diameter or range of parts that you are working with will dictate the collet size required. The part size and the machining process that you will perform will determine the required gripping force. Higher gripping forces will be needed for heavy rotation, tapping, threading or off-center work.
Hardinge will help you determine what size collet block you need, whether you need a high-force or low-force collet block, and if you need hydraulic or pneumatic operation. Clamp only what is required and be sure to operate at the pressure required for each individual machining application.
Most shops prefer to use pneumatic-operated collet block systems simply because the shop air is readily available and easy to connect, eliminating the need for plumbing accessories. If shop air is not available a small compressor will do the job. Filtered air is always recommended.
A simple pneumatic arrangement will consist of a sub plate to mount the collet blocks on and a control valve to clamp and unclamp the part. You can use one valve to clamp and unclamp all parts simultaneously or configure multiple valves to control each block or row of blocks independently (see Figure 1).
Select Hardinge collet block models will plumb together with connector bushings for internal plumbing. Collet block models that don’t use connector bushings will have to be plumbed externally.
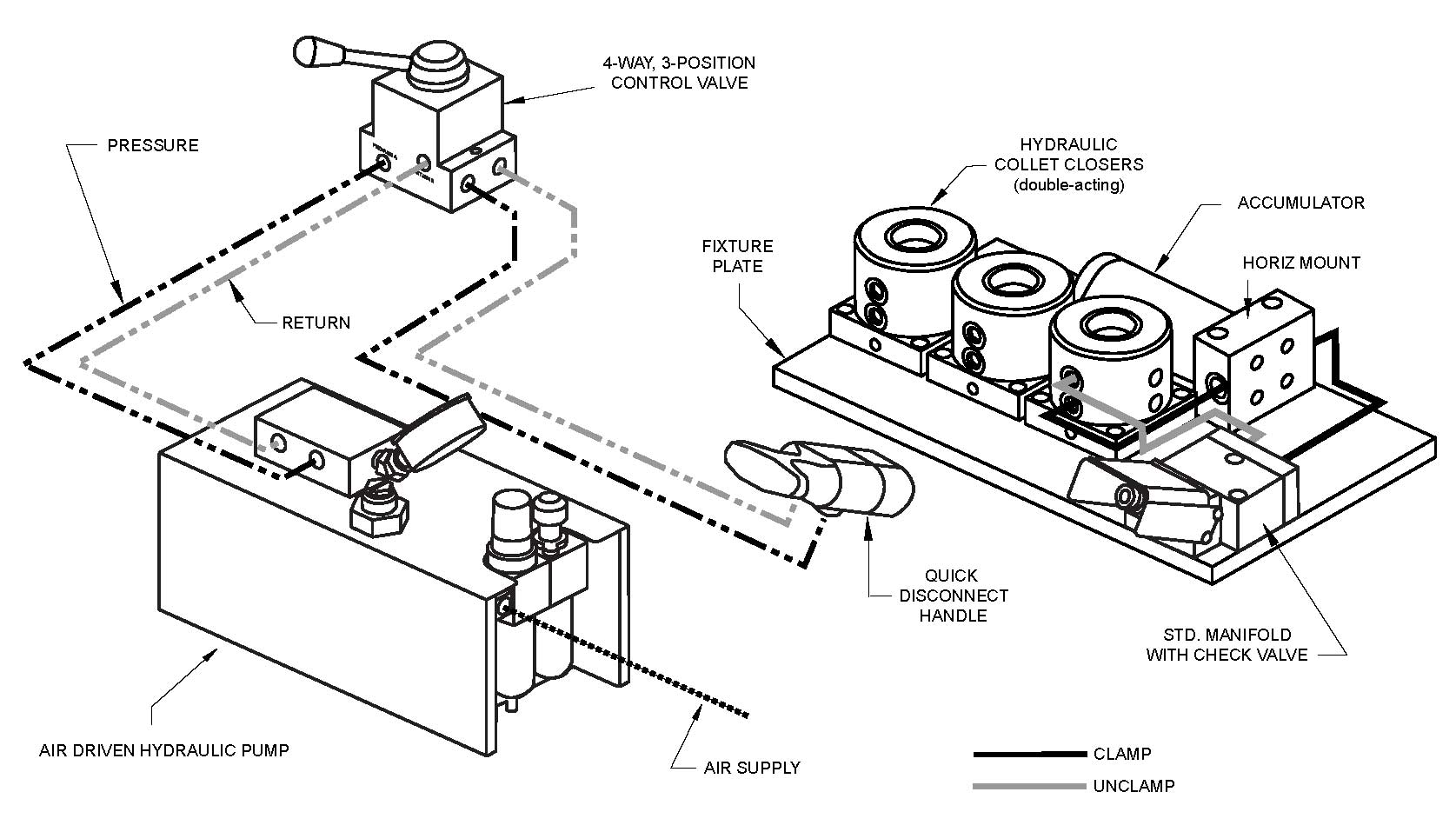
Hydraulic-operated collet block systems provide a higher clamping force. A hydraulic collet block arrangement will require a hydraulic source. If you don’t already have a hydraulic source at your machine, Hardinge offers an inexpensive air-over-hydraulic pump and accessories for a compact setup.
You can use one 2-position, 4-way control valve to clamp and unclamp all parts simultaneously or configure multiple valves to control each block or row of blocks independently. The control valve would mount on the fixture along with the collet blocks and connect to the pump outside of your machine.
A quick-disconnect system is optional. A quick-disconnect handle with standard manifold sets up quickly, but will not maintain the clamp position when removed from the manifold. To maintain the clamped position when removing the disconnect handle, you would use the manifold with a built-in check valve. This option is ideal for preloading pallets.
A 3-position, 4-way control valve is required when using the manifold with check valve. An accumulator is recommended and the control valve would be mounted outside of the machine. The accumulator is available in a vertical or horizontal mount and would mount on the fixture with the collet blocks.
As you know, the advantage of machining multiple parts in one setup is huge. The collet block offers advantages over vises and other fixtures. A collet automatically centers the workpiece for reduced setup time. Centers remain fixed when the fixture is removed from the machine table.
A collet provides equal gripping pressure around the circumference of the part unlike a standard vise or a 3-point contact jaw chuck. Thin-wall parts or delicate materials may crush or distort in a standard vise or jaw chuck. Sure-Grip® expanding collet systems can be used in select collet blocks for internal gripping of the part.
Hardinge provides pneumatic and hydraulic accessories to build your own configurations or will custom design and build complete turnkey solutions. “We see collet block applications in the standard job shop for milling, drilling and grinding – but also in the crimping, inspection, testing and assembly environments,” states Mike Levanduski, a sales manager. Hardinge also manufactures collets, step chucks and expanding collets for use in collet blocks.
Hardinge Inc., One Hardinge Drive, PO Box 1507, Elmira, New York 14902-1507, 800-843-8801, Fax: 607-734-8819, info@hardinge.com, www.shophardinge.com.
TURN VISES INTO VIRTURES
These workhorse bolt-on trunnion tables bring forth the full potential of 4-axis machining centers – and turn vises into virtues.
Low-cost trunnion tables reduce part handling, speed throughput and improve accuracy at a fraction of the cost of new machines (see Example 2). TrunnionTable.com Stallion 9\20 and 9\23 tables from Martin Machining Services, Inc. (Elsmere, KY) allow users to exploit the rotary fourth-axis capability of horizontal and vertical machining centers and deliver a low-cost path to higher productivity and improved accuracy.
The bolt on trunnions are work-ready right out of the box, with standard-sized models designed for the most popular models of Kurt vises, including the DL675, DL688, DL640 and all high-density models. Standard sizes accommodate popular vise models, with made-to-order sizes also available.
The versatile workholding workhorses reduce part handling and setups and allow more parts to be loaded and machined on more sides, delivering immediate ROI for job shops and other mid-range production environments.
The trunnion fixtures are engineered to bolt on to any machine’s rotary indexer, allowing operators to precisely mill, drill, tap and contour up to three sides of a part in one setup without special fixtures. Heavily ribbed cast iron construction provides high rigidity and durability, needed to withstand long-term repeated use in demanding shop environments.
The Stallion 9\20 and 9\23 rotary models have outboard supports customized to the centerline of a machine’s indexer. The 9 in x 20 in model 9\20 holds a single 6 in vise, while the 9 in x 23 in model 9\23 holds a double- or single-station 6 in vise. Both incorporate a through hole for the vise handle.
The Stallion 9\23 is also available in double-sided (9\23\DS) and quick-change (9\23\QC) versions. The double-sided table enables machining on six sides, while the quick-change table enables 60-second changeovers with ±0.0005 in repeatability. Built for precision as well as durability, the 100 percent U.S.-made tables have 0.001 in flatness over 23 in and 0.001 in squareness to the faceplate.
“The fastest, easiest, least expensive way to get higher productivity, better part quality and a boost to the bottom line out of 4-axis machining centers is to add a bolt-on trunnion table,” says Stan Martin, the president of TrunnionTable.com. “We have customers that have paid for the tables in just days through the increased throughput and reduced work in progress.”
In addition to the ready-made standard sizes, TrunnionTable.com also offers quick turnaround for custom sizes and configurations, including a Large Series Table with a 3500 lb hydraulic brake for extreme brake torque to eliminate twisting and machine chatter.
Martin Machining Services, Inc., 602 Main Street, Elsmere, KY 41018, 859-727-9900, www.trunniontable.com.
FIND THE RIGHT JAWS ON YOUR COMPUTER, IPAD OR IPHONE
Two new programs from SCHUNK Inc. (Morrisville, NC) help users quickly find the right type of jaws for their chuck.
The chuck jaw quick-finder makes tracking down the suitable standard chuck jaw simple. By putting in the chuck manufacturer, type, size, and details, the users will receive a comprehensive list of all relevant chuck jaws (see Example 3). The tool includes lathe chucks from Berg, Forkardt, Howa, Kitagawa, MMK Matsumoto, Röhm, SCHUNK, and SMW-Autoblok.
Users have access to more than 1,200 chuck jaw types, and once found, can be ordered from an authorized SCHUNK distributor. You will find the chuck jaw quick-finder on the internet, free of charge, at www.schunk.com/Chuck-Jaw-Quickfinder.
The company also introduced the world’s first chuck jaw app for your iPad or iPhone. It is similar to the quick jaw finder, and allows users to receive a quote on the jaws they selected. This free app is available to download at The App Store under the headings “Chuck Jaws” or “SCHUNK.”
The company also announces the SINO-R, a new maintenance free milling toolholder for heavy-duty cutting that is especially well suited for rough milling (see Example 4). The universal toolholder is based on an expansion technology system with a solid body and a pressure medium, quickly clamping the cutting tool by using a simple actuation wrench. This simple operation saves unproductive machine downtime.
The excellent interaction of high radial rigidity and excellent dampening characteristics are special features that increase the smooth running of the tool. The result is a high tool life and increased material removal rates.
An additional plus for the user: the toolholder is flexible thanks to the use of intermediate sleeves. Nearly all common tool shank diameters can be clamped. SINO-R holds your tool securely, with a maximum torque transmission (850 Nm (627 ft-lb)), at a clamping diameter of 32 mm (1.25 in). It is precision-balanced standard to G 6.3 at 15,000 rpm.
SCHUNK Inc., 211 Kitty Hawk Drive, Morrisville, NC 27560, 919-572-2818, Fax: 919-572-2818, info@us.schunk.com, www.schunk.com.
Subscribe to learn the latest in manufacturing.



