The Cost of Slag
Cutting Through the Buildup: The time and money associated with managing slag is often mistaken as an unavoidable cost in laser cutting operations. But once you realize the full impact that slag has on your laser cutting process, there are ways to cut costs . . . by cutting through the slag.
Posted: October 24, 2013


When a laser is used to cut flat sheet metal, molten material called slag is produced as a byproduct of the thermal cutting process. As the laser moves away from the cutting site, this slag begins to cool, harden and solidify on the slats that support the material. Depending on the frequency that the laser cutting machine is used, slag buildup may quickly become a significant and costly problem for the fabricator.
Mistakenly, many attribute the time and money associated with managing the slag an unavoidable cost of operating a laser cutting machine. However, with a few quick considerations, manufacturers can realize the full impact slag has on the laser cutting process and how to cut costs by cutting through the slag.
THE “DIRT” ON SLAG
Slats not only support the sheet metal on the laser’s cutting table, they also provide space for the molten material as it is expelled from the sheet metal. As the slag continues to deposit on the slats, space is reduced and the ejection of the molten material is hindered. If the molten material accumulates on the support slats, several issues arise (see Figure 1).
Since the molten material has no space to go, the part will weld back into place and the cut may be lost. The parts may also appear burnt or discolored and require a secondary process to restore an acceptable edge. The “kick back” or spatter from the cut may deposit on the parts, resulting in scrap. Or, the spatter could contaminate the laser lens, reducing cut quality or damaging the lenses or cutting head.
For example, when cutting aluminum with oxygen as the assist gas, the slag will form as aluminum oxide. This is a remarkably hard compound which can be extremely difficult for fabricators to remove from the support slats. If oxygen is used to cut steel, the slag will appear as iron oxide (rust) and a different set of challenges arise. When laser cutting stainless steel after mild steel, or simply if the stainless rests on steel slats, a change in the composition of stainless steel may occur. This can be especially problematic for parts destined for the food service or medical industries.
As the slag builds over time, new problems plague production. The heat produced by the laser will reheat slag that had deposited on slats from previous jobs. Burnt partials produced from this process may adhere to the bottom of the work piece, ruining the part. In addition, significant slag buildup will prevent the sheet from lying flat against the cutting table. Although many high-tech laser machines can adjust for inconsistencies in the material, the misalignment may decrease the accuracy of the cut. The combination of these and other factors can add up to thousands of dollars lost.
CUTTING THROUGH THE CLUTTER
To address these issues, manufacturers will periodically replace the support slats on a laser table. Based on the machine’s table size and the machine tool manufacturer, a laser table typically requires between six and nine sheets of steel for complete slat replacement. Depending on production rate, the assist gas used, and the materials processed, it may be necessary to replace the slats several times per year for a single laser machine.
With multiple machines, cutting and replacing the support slats quickly becomes a very expensive procedure, especially considering the rising costs of sheet metal. More importantly, the task means a substantial loss of revenue. Cutting new slats keeps the machine from cutting customer parts, and replacing slats consumes the operator’s time while the machine sits completely unproductive.
As an alternative, many fabricators reduce the frequency of total slat replacement by periodically cleaning the slats. Laser operators tend to hammer the slag from the support slats to clear the buildup, or use a claw-type tool to pry away the hardened material, while others use an air chisel. These solutions save on the cost of new slats, but are time consuming and physically demanding, especially on the hands and wrists of the operator.
Since there is no way to control where the slag will fly when struck by the hammer, the process is difficult, dangerous and potentially destructive. As a result, many managers meet resistance from employees when the task is assigned. When the job is put off, the slag continues to build and the situation becomes more problematic for the shop.
A more cost-effective alternative is to maintain the slats by removing the slag with a specially designed electric power tool (see Figure 2). The slat cleaner features two serrated tools which move up and down while oscillating as they pass over the slag. The tool scrapes each side of the slat, clearing the hardened material. As with any power tool, there is an initial investment, yet fabricators find the savings quickly surpass the cost of purchase.
On flatbed laser machines with a pallet changer, the operator can even remove the slag without losing any production time by clearing the slag from one table while the laser is in operation. The slats are cleared with minimal time and effort. If maintained frequently, the process is simple and routine.
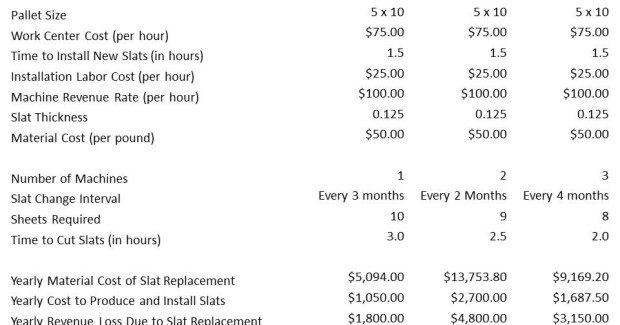
While manufacturers constantly strive to minimize their costs per part, they often overlook the value of managing slag. Take time to calculate the total price of slat replacement, including the cost of material for new slats, labor and revenue loss, the frequency the task is performed (see Table 1). Then multiply it by the number of laser cutting machines in your shop.
By understanding these values, you will begin to see the true cost of slag build-up. Decide the most cost-effective way to manage it and focus on making it a part of routine maintenance. You will be surprised at the impact it has on your operating costs.
Subscribe to learn the latest in manufacturing.



