Engineered Workholding Solutions
A review of some of the latest advanced workholding solutions that meet tighter specs, tighter tolerances for location accuracy, and ease of loading as they help to speed up processes and improve throughput.
Posted: April 28, 2014



















In metal cutting, the move to multitasking machining and automation equals tighter specs or tolerances for location accuracy and ease of loading that require compact, space-saving fixtures that can also integrate into the pallet system of the machine tool. In metal fabrication and welding, automation is driving the use of pneumatic clamping technology, as opposed to manual clamps, to speed up processes and improve throughput. Here is a review of some of the latest advanced workholding solutions that can meet these demands as they help to speed up processes and improve throughput.
DIAPHRAGM CLAMPING SYSTEM FOR SMALL PARTS
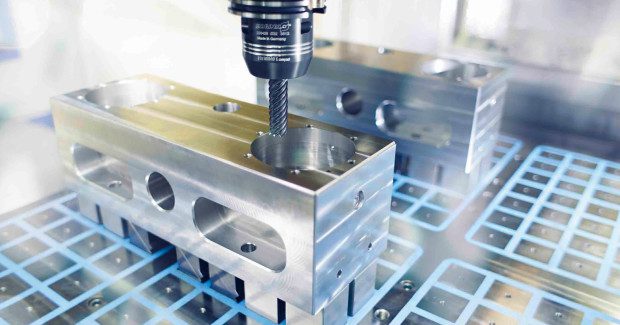
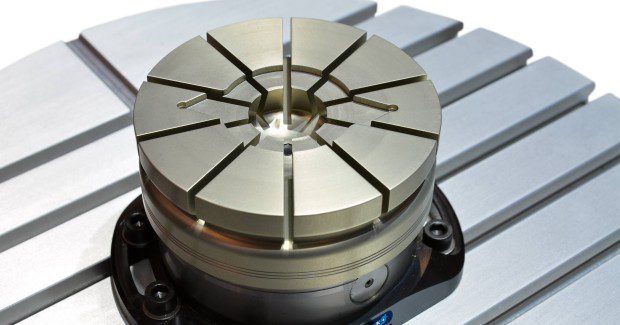
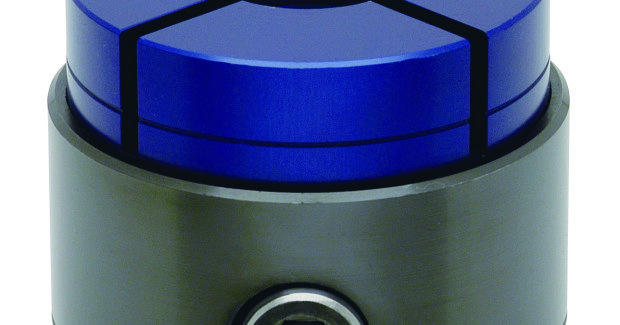
A quick-change pallet system from SCHUNK Inc. (Morrisville, NC) takes quick-change workholding to a new level. The VERO-S SPM-138 diaphragm clamping system allows the user to machine the contour of their workpiece into the SPM unit. When the VERO-S module is engaged with the Turbo function the SPM-138 unit clamps evenly around the outside of the part.
VERO-S SPM Plus 138 can clamp workpiece sizes: Ø 36 mm – Ø 125mm, although the work pieces do not have to be round. The SPM unit generates clamping forces up to 50 kN. This paves the way to more precision, efficiency, process reliability, and set up reduction in metal cutting and CMM inspection.
A demonstration of the VERO-S SPM Plus 138 diaphragm clamping system.
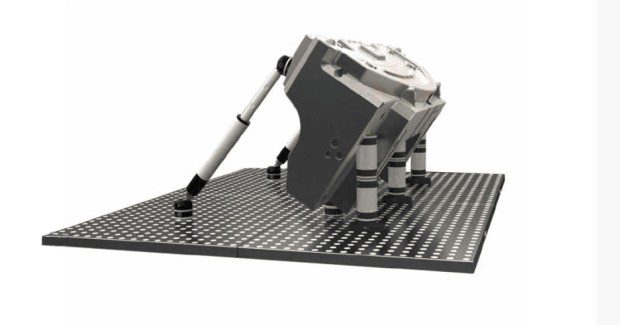
The VERO-S is completely compatible and interchangeable with SCHUNK’s previous pallet system and the clamping pins work universally across the new line. Workpieces can be transferred from machine to machine or to a CMM accurately and seamlessly. Hardened stainless steel is used for all the functional components of the VERO-S, such as base body, clamping pin, and clamping slide. This increases the modules’ life and reliability, and reduces maintenance.
The maintenance-free module is completely sealed and protected against the penetration of chips, dust, and coolant. Integrated into the standard module is an air purge connection, which can also be used for part recognition. The position of the clamping slide can also be monitored via an air purge monitoring system. Each module is compatible for automated loading out of the box. Since the module is equipped with bottom and lateral air connections, it is completely flexible in its’ mounting.
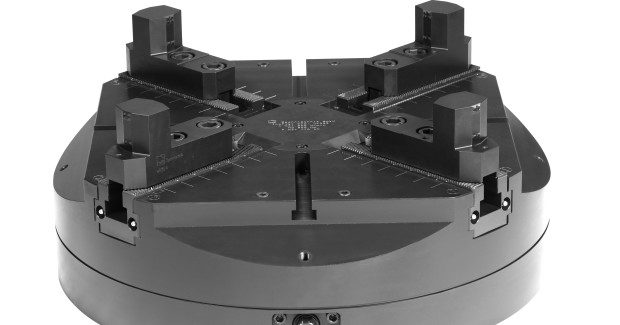
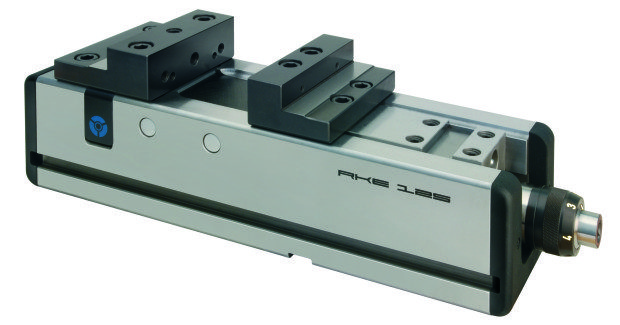
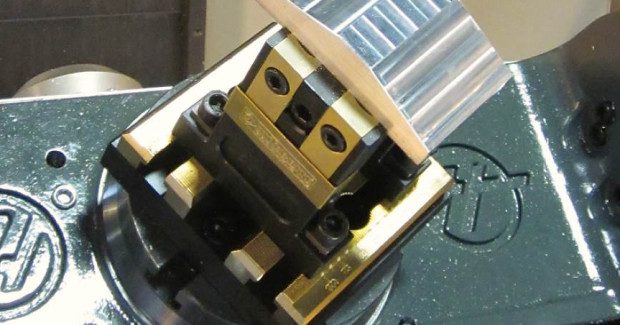
With a change-over time of five seconds per jaw, the PRONTO quick jaw change system offers turbo-charged set-up times for all standard lathe chucks with fine serrations of 1/16 in x 90 deg and 1.5 mm x 60 deg. The quick-change retrofit set consists of support jaws and clamping inserts.
http://youtu.be/jhc9BGs10G4
A demonstration of the PRONTO quick jaw change system from SCHUNK.
For jaw changes with exact repeat accuracy, the locking is released with an Allen key, the jaw is removed and replaced by another, eliminating incorrect positioning. In locked condition, a six-sided form-fit clamping ensures maximum process stability, and provides high force and torque transmission. As required by the application, three supporting jaw variations are available for small, medium, and large, clamping ranges. Four hard claw inserts for various diameters and clamping ranges as well soft interchangeable inserts for finished parts processing are provided. Once they have been turned, the inserts can be used repeatedly on a system. The clamping depth can be varied using a workpiece stop. It is available in size 250 with more sizes to come.
SCHUNK Inc., 211 Kitty Hawk Drive, Morrisville, NC 27560, 919-572-2818, Fax: 919-572-2818, info@us.schunk.com, www.schunk.com.
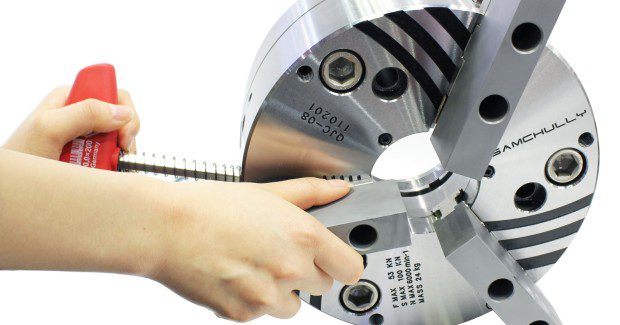
SELF-CENTERING 4-JAW CHUCKS CUT SET UP TIMES
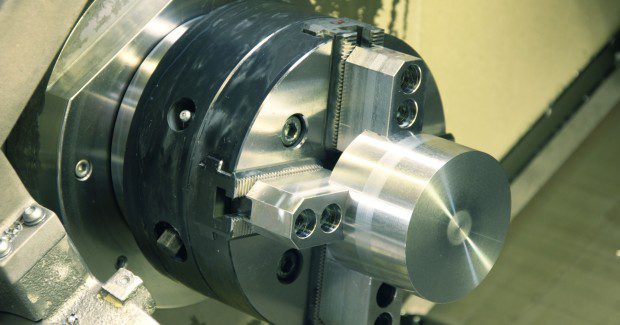
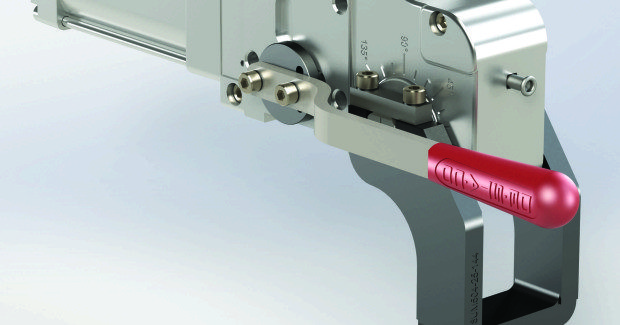
Thame Workholding (Aylesbury, England) offers HWR Spanntechnik compensating 4-jaw chucks. These InoFlex® chucks have a patented mechanism which automatically centers the part to be clamped within 7 microns using a single lead screw. Available for both milling and turning applications, the range of InoFlex® chucks goes from 160 mm to 630 mm for the type VD turning chuck and 310 mm to 630 mm for the type VF milling version.
To center the part on the InoFlex chuck, tightening the single lead screw moves the jaws in or out as appropriate through the patented slide and lever mechanism to bring the center of the part into the center of the chuck. With conventional 4-jaw chucks, four lead screws have to be individually adjusted and the part has to be clocked to make sure it is accurately centered. Alternatively, special fixtures must be designed and manufactured and the chuck drilled and tapped to hold the fixture before machining can commence.
The four jaws in the InoFlex® system also apply lower and evenly spread clamping forces to the part reducing the chance of deformation on delicate workpieces, which might otherwise be damaged by excessive clamping forces – easily done on a conventional 4-jaw chuck.
Maurice Day, the director of Thame Workholding says, “We have been working with HWR Spanntechnik for 20 over years and this is a very exiting innovation and, as far as we are aware, there is nothing like it available on the market at the moment. The time saved by using InoFlex® will easily justify the investment, however, the simplification of the manufacturing process and the elimination of possible sources of human error will make these chucks essential pieces of equipment.”
Thame Workholding/Thame Engineering Co. Ltd., Field End, Thame Road, Long Crendon, Aylesbury, Bucks. HP18 9EJ England, +44 (0)1844 208050, Fax: +44 (0)1844 201699, mauriceday@thameworkholding.com, www.thameworkholding.com.
Subscribe to learn the latest in manufacturing.



