Engineered Workholding Solutions
A review of some of the latest advanced workholding solutions that meet tighter specs, tighter tolerances for location accuracy, and ease of loading as they help to speed up processes and improve throughput.
Posted: April 28, 2014











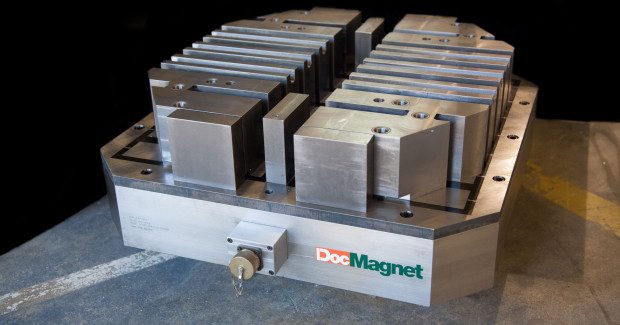








Permanent reference points enable easy removal and reassembly of the workpiece on the pallet or base gauges to keep the zero reference point locked in. This design facilitates engineering changes or part repair, and the original mounting holes enable quick re-clamping at the same point. No special equipment or standard maintenance is needed for this system.
Single Source Technologies , 2600 Superior Ct, Auburn Hills, MI 48326, 248-232-6250, orders@singlesourcetech.com, www.singlesourcetech.com.
FIXTURING SOLUTIONS FOR HORIZONTAL AND VERTICAL MACHINING
Advanced Machine & Engineering Co. (AME; Rockford, IL) announces their newly updated Fixturing Solutions CD. Included on the CD is a brief fixturing overview and video along with detailed information about AME’s fixturing products and services, links to complete online catalogs, CAD models, company overview and video, plus contact information.
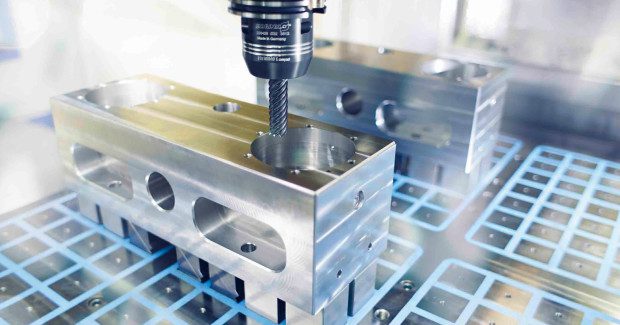
AME can design and build Amrok® ready-to-use dedicated manual fixtures from the ground up for horizontal and vertical machining centers and other CNC machinery. Dedicated manual fixtures offer a variety of benefits for customers, including reduced machine setup and cycle times; improved operator safety; improved tolerances resulting from the use of a single fixture as opposed to multiple fixtures; and reduced workpiece handling, which in turn can result in increased part production.
Several new workholding clamping products from Jakob Antriebstechnik offer simple manual operation, high clamping forces and high operation safety. The variety of clamps, nuts, springs and screws can be used to clamp workpieces and tools or to clamp down closing lids of tanks and enclosures. They can also be used in presses, punches, machine tools, jigs and fixtures.
Advanced Machine & Engineering Co., 2500 Latham Street, Rockford, IL 61103, 815-316-5277, Fax: 815-962-6483, www.ame.com.
GRINDING STEADY REST SUPPORTS SHAFT TYPE WORKPIECES
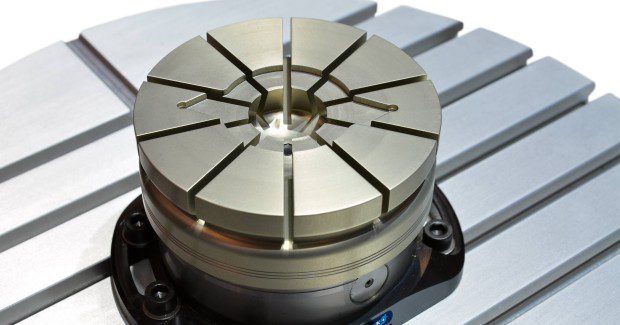
SMW Autoblok Corporation (Wheeling, IL), a global leader in the workholding and clamping industry, is pleased to introduce the newest addition to their extensive line of steady rests: the SRG Grinding Steady Rest. Horizontal and vertical fine adjustments of the grinding center make high precision grinding possible. In combination with the retractable arms, these allow for rapid set up, making this unique steady rest suitable for follow down grinding as well. As with many of our steady rest designs, the SRG line also features a port for compressed air, stroke control and central lubrication.
SMW Autoblok Corporation, 285 Egidi Drive, Wheeling, IL 60090, 847-215-0591, Fax: 847-251-0594, lrobbins@smwautoblok.com, www.smwautoblok.com.
FERRIS WHEEL PART POSITIONERS FOR WELDING PRECISION
Yaskawa Motoman Inc. (Dayton, OH) has introduced new models of its popular “Ferris Wheel” part positioners. Two servo-driven trunnion/station axes are on opposite sides of a central “sweep” axis; one station is positioned in front of one to four welding robots, while the other station is outside the robot envelope where the operator loads/unloads parts. The 180 deg sweep axis rotates the stations over/under the central axis between the robot(s) and the operator.
New slim-line positioner models have a 17 percent smaller width than standard positioners and are available with 755 kg (RM2-755SL) and 1,255 kg (RM2-1255SL) payload capacities. This slim-line design is similar to previous 250/750 kg models with an overall positioner width only 1 m wider than the part span (standard lengths are 2 m and 3 m); the positioner can rotate parts up to 1.3 m diameter. The higher capacity 1,255 kg model was introduced to support mechanized automotive part fixtures and construct ion machinery parts.
A new extra-large capacity positioner was designed to provide a higher payload (two models) and turning diameters in a reduced profile. The new models feature a 1,555 kg (RM2-1555) and 2,355 kg (RM2-2355) payload capacities. These larger scale positioners are suitable for truck exhaust assemblies or agriculture/construction machinery components, and they have a turning diameter capacity of 1,524 mm
(60 in) and 1,778 mm (70 in) with standard part spans of 3 m or 4 m.
All three axes are servo-driven, saving cycle time by allowing parts to turn into position while the positioner “sweeps”. Motion of the headstock in front of the robot(s) can be coordinated to the robot(s) to make circumferential welds while the part rotates. The load station can be “jogged” by the operator to an ergonomic load position or to facilitate part tracking.
The positioners utilize cast components to provide a modular flexibility to make other positioner configurations. They were designed to be compliant with the updated version of the Robotic Safety Standard (ANSI/RIA R15.06-2012). These positioners are used in Yaskawa Motoman’s popular ArcWorld™ IV-6000 series robotic welding work cells.
Yaskawa America, Inc. Motoman Robotics, 100 Automation Way, Miamisburg, OH 45342, 937-847-6200, www.motoman.com.
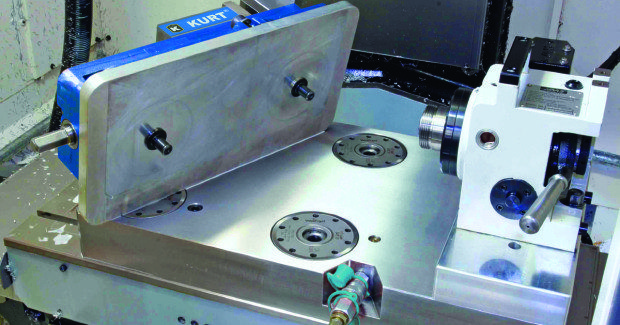
WORKHORSE BOLT-ON TRUNNION TABLES TURN VISES INTO VIRTUES FOR 4-AXIS MACHINING CENTERS
The TrunnionTable.com Stallion 9\20 and 9\23 tables from Martin Machining Services Inc. (Elsmere, KY) allow shops to exploit the rotary fourth-axis capability of horizontal and vertical machining centers, and deliver a low-cost path to higher productivity and improved accuracy. The bolt-on trunnions are work-ready right out of the box, with standard-sized models designed for the most popular models of Kurt vises, including the DL675, DL688, DL640 and all high-density models.
These versatile workholding workhorses reduce part handling and setups and allow more parts to be loaded and machined on more sides, delivering immediate ROI for job shops and other mid-range production environments. The trunnion fixtures are engineered to bolt on to any machine’s rotary indexer, allowing operators to precisely mill, drill, tap and contour up to three sides of a part in one setup without special fixtures. Heavily ribbed cast iron construction provides high rigidity and durability, needed to withstand long-term repeated use in demanding shop environments.
The Stallion 9\20 and 9\23 rotary models have outboard supports customized to the centerline of a machine’s indexer. The 9 in x 20 in model 9\20 holds a single 6 in vise, while the 9 in x 23 in model 9\23 holds a double- or single-station 6 in vise. Both incorporate a through hole for the vise handle. The Stallion 9\23 is also available in double-sided (9\23\DS) and quick-change (9\23\QC) versions. The double-sided table enables machining on six sides, while the quick-change table enables 60 second changeovers with ±0.0005 in repeatability.
Built for precision as well as durability, the 100 percent U.S.-made tables have 0.001 in flatness over 23 inches and 0.001 in squareness to the faceplate. “The fastest, easiest, least expensive way to get higher productivity, better part quality and a boost to the bottom line out of 4-axis machining centers is to add a bolt-on trunnion table,” said Stan Martin, the president of TrunnionTable.com. “We have customers that have paid for the tables in just days through the increased throughput and reduced work in progress.”
In addition to the ready-made standard sizes, TrunnionTable.com also offers quick turnaround for custom sizes and configurations, including a Large Series Table with a 3500 lb hydraulic brake for extreme brake torque to eliminate twisting and machine chatter.
Martin Machining Services Inc., 602 Main Street, Elsmere, KY 41018, 859-727-9900, www.trunniontable.com.
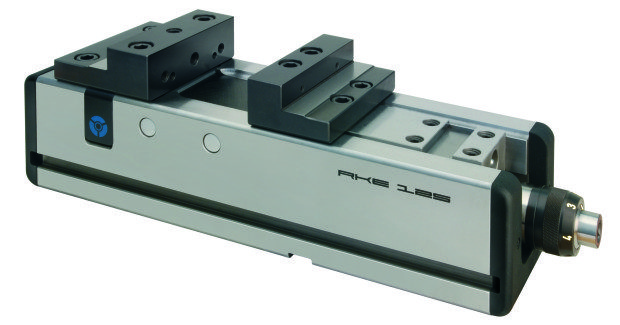
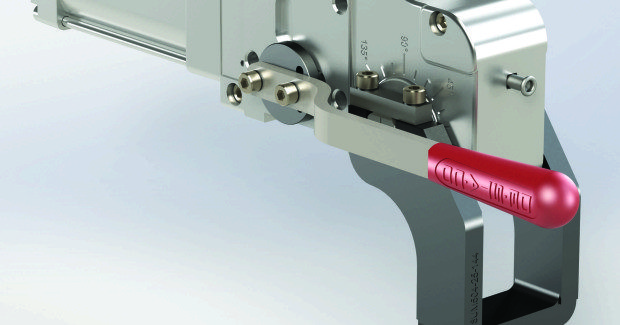
LATCHING TOGGLE CLAMPS PROVIDE HIGH RETAINING FORCE
J.W. Winco, Inc. (New Berlin, WI), a leading supplier of standard industrial machine components, now offers GN 852.1 Latch-Type Toggle Clamps with Locking Mechanism, in metric sizes. These RoHS-compliant Latch Clamps are used when very high retaining forces are required. They also feature a locking mechanism that prevents the inadvertent or vibration-induced opening of the clamp. Another benefit of this clamp is the ability to operate it with one hand.
The base, clamping lever and catch are forged, chemically blackened steel. Bearing pins are hardened and ground steel. All moving parts are lubricated with special grease. The handle sleeve is oil-resistant red solid molded plastic. Holding force (Fh) of this clamp is 15,000 newtons [N].
J.W. Winco, Inc., 2815 S. Calhoun Road, New Berlin, WI 53151, 800-877-8351, Fax: 800-472-0670, sales@jwwinco.com, www.jwwinco.com.
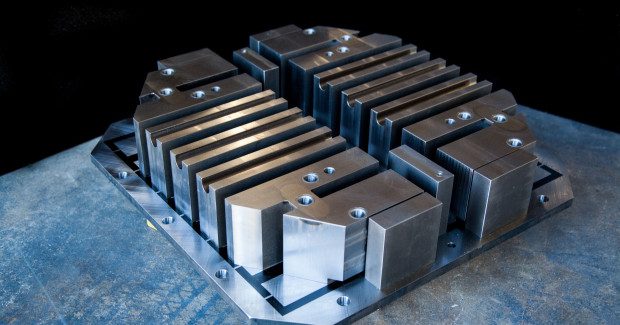
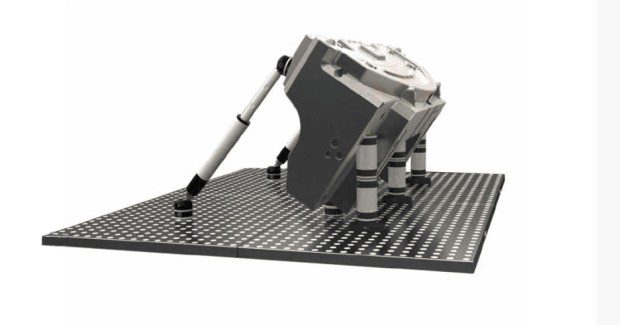
NO MORE PRE-OP PRIOR TO 4- AND 5-AXIS MACHINING
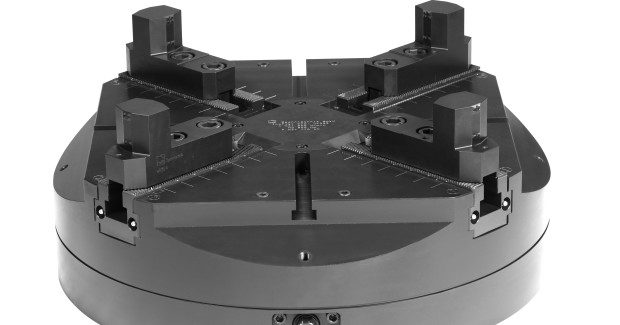
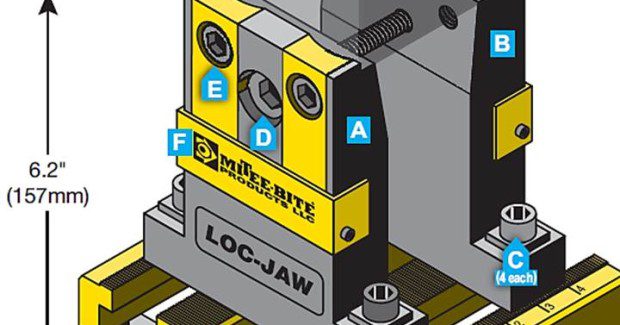
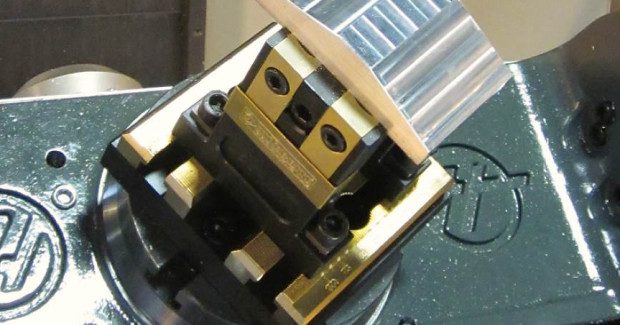
The Loc-Jaw™ system from Mitee-Bite Products LLC (Center Ossipee, NH) is designed to be a simple solution for 4- and 5-axis machining without having to perform a pre-op prior to running your parts. Two heavy duty hex T-handles are included for quick adjustments and tightening. A centering disk 1.5 in (38.1 mm) can be mounted to bottom of base unit for quick centerline location on faceplates having centering hole feature. The base plate is also configured with two drill bushings for use with diamond and tapered pins. This provides a quick change and precise mounting option. A centering disk and pins are included in the accessory pack.
Gripping Jaws can be adjusted to workpiece size by simply loosening the jaw bolts with the support bolt D removed. Serrated rails have inch and metric indicators that align with inboard face of jaws. To load, simply loosen the jaw bolts and adjust to approximate width using the workpiece. Tighten the jaw bolts and ensure the jaws are properly aligned in the serrations and not pinching the workpiece between hard stops. Tighten the support bolt until the desired load/unload clearance is achieved.
An adjustable locator is provided if the workpiece extends beyond the jaw. Install on either jaw for precise repeatability of the workpiece. Adjust and lock in place with the provided locking nut. If precise location of the workpiece is required, a torque sequence on gripper bolts is recommended and must be performed in same manner to achieve consistent results. Secure the workpiece by tightening both grippers’ bolts on one jaw, then gripper bolts on the opposite jaw. Grippers are capable of producing over 6,000 lb of force and .060 in penetration into the workpiece.
Mitee-Bite Products LLC, 340 Route 16B, PO Box 430, Center Ossipee, NH 03814, 603-539-4538, www.miteebite.com.
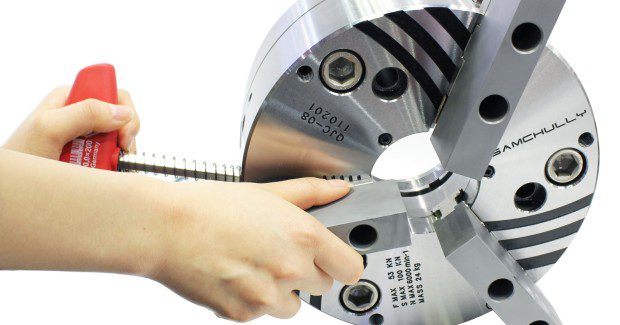
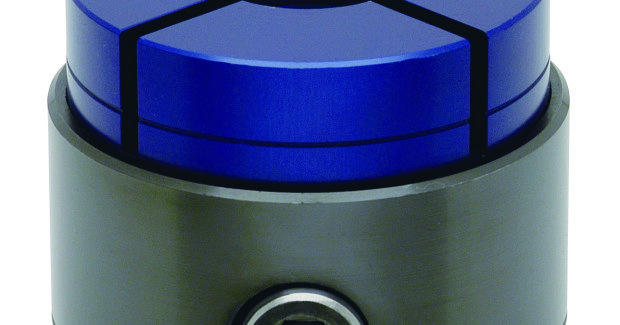
SOFT BLANK TOP JAWS HOLD MATERIALS WITHOUT MARKING ITS SURFACE
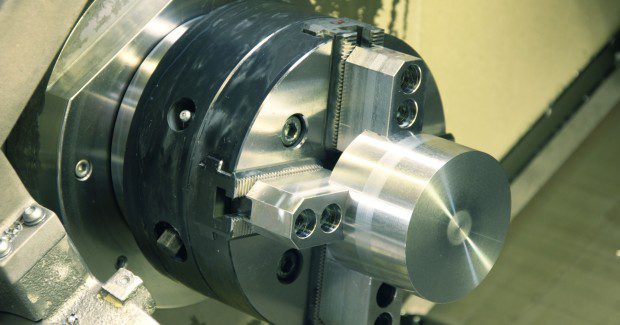
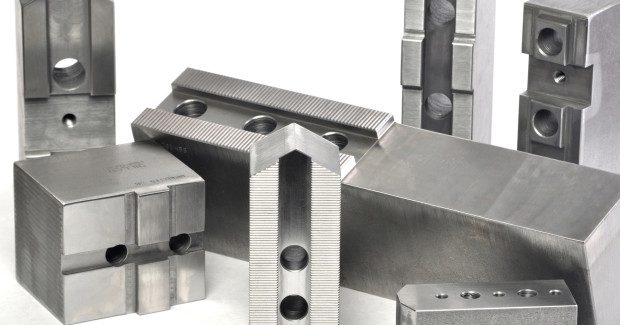
Soft blank top jaws from Dillon Manufacturing, Inc. (Springfield, OH) provide a smooth gripping surface, low T.I.R. (Total Indicator Reading), and have greater holding power due to increased part contact. The smooth jaw surface leaves little or no markings on the finished surfaces. Available in 1018 steel, and 6061 aluminum, as well as 4140, 8620 and A2, brass, delrin, or stainless steel to suit virtually any CNC or manual chuck project involving turned or bored parts.
The soft blank top jaws can be custom bored, turned, or shaped. A shoulder can be machine to provide a locating stop for parts to gain close tolerance repeatability for the parts length and depth. They may be left soft or heat treated if the material is steel, depending upon project and quantities machined. Dillon soft blank top jaws are ideal for second operation finishing work such as shafts, gear blanks, wheel hub, and bearings.
Dillon Manufacturing, Inc., 2115 Progress Drive, Springfield, OH 45505, 800-428-1133, sales4@dillonmfg.com, www.dillonmfg.com.
Subscribe to learn the latest in manufacturing.



