Large-Scale Additive Manufacturing: Bigger Is Better
The sky is the limit as partnerships between private manufacturers and scientific research laboratories expand the boundaries of size and accelerate the development of new industrial 3D printing systems that can create polymer parts up to 10 times larger than those currently producible.
Posted: May 30, 2014





Until now, additive manufacturing has largely been limited by the size of the finished product being “grown” inside the work envelope. But the Oak Ridge National Laboratory (ORNL) managed by the U.S. Department of Energy is about to change that by bringing new life to the old cliché “bigger is better” with its introduction of Big Area Additive Manufacturing (BAAM) technology.
Cincinnati Incorporated (Harrison, OH) recently delivered the motion system to ORNL for the development of BAAM, the big area additive manufacturing machine that showcases a partnership agreement signed earlier this year between the American-based manufacturer of machine tools and the U.S. government science laboratory to develop a new large-scale additive manufacturing system capable of printing polymer components up to 10 times larger than currently producible, and at speeds 200 to 500 times faster than existing additive machines.
The cooperative research and development agreement, signed at the ORNL Manufacturing Demonstration Facility in Oak Ridge, aims to introduce significant new capabilities to the U.S. machine tool sector that supplies manufacturing technology to a wide range of industries including automotive, aerospace, appliance and robotics.
“The Energy Department and its national labs are forging partnerships with the private sector to strengthen advanced manufacturing, foster innovation, and create clean energy jobs for the growing middle class,” said David Danielson, the Energy Department’s Assistant Secretary for Energy Efficiency and Renewable Energy. “Developing innovative manufacturing technologies in America will help ensure that the manufacturing jobs of tomorrow are created here in the United States, putting people to work and building a clean energy economy.”
http://youtu.be/5WsL4G_-DXo
An overview of the Cincinnati Big Area Additive Manufacturing project.
The cooperative research and development agreement was signed at the Manufacturing Demonstration Facility (MDF) established at ORNL by DOE’s Office of Energy Efficiency and Renewable Energy and funded through its Advanced Manufacturing Office. The MDF helps industry develop, demonstrate and adopt new manufacturing technologies that reduce life-cycle energy and greenhouse gas emissions, lower production costs and create new products and opportunities for high-paying jobs.
“When private-sector businesses connect with the tremendous expertise and capabilities of Oak Ridge National Laboratory, everybody wins,” explained U.S. Rep. Chuck Fleischmann (R-Chattanooga, TN), who attended the signing. “That’s not just the company and scientists. Most importantly, it’s the American taxpayer, whose investments in the National Laboratory System are so important for driving American competitiveness.”
The BAAM project draws on Cincinnati’s experience in the design, manufacturing and control of large-scale manufacturing systems, especially laser cutting systems used in metal fabrication. The company focuses on manufacturing powdered metal compacting presses used to produce high volume production parts for the automotive industry.
“We have enjoyed a long working relationship with Oak Ridge National Laboratory,” noted Cincinnati chief executive officer Andrew Jamison. “Over the years we have supplied over 40 metal working machine tools to Oak Ridge and its various subcontractors. As one of the oldest U.S. machine tool manufacturers, with continuous operation since 1898, we view this exciting opportunity as starting a new chapter in our history of serving U.S. manufacturing. Out of this developmental partnership with ORNL, we intend to lead the world in big area additive manufacturing machinery for both prototyping and production.”
The eventual goal of ORNL is to use BAAM technology to manufacture parts that are completely unbounded in size, measured not in terms of inches or feet, but multiple yards in all dimensions. ORNL scientists envision a BAAM system that can deposit material at any point within a build volume defined by a specific range of motion, followed by the coordination of neighboring build volumes to produce very large components.
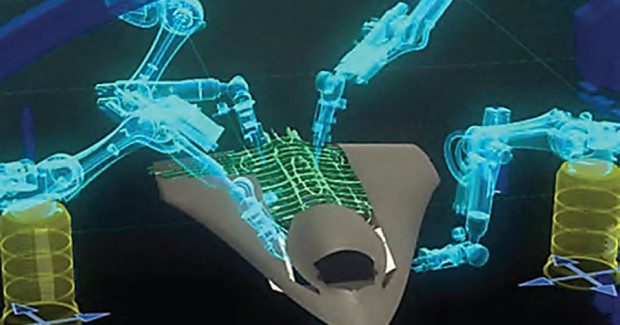
“In this configuration, a single deposition head is primarily responsible for a specific region of the component, but also coordinates with neighboring deposition systems to merge overlapping sections. In practice, multiple robotically controlled deposition systems are configured according to the overall dimensions of the desired component, simulating a “swarm” of deposition robots, each responsible for a given area, but coordinating with its neighbor to produce the overall component,” explains Chad Duty, PhD, the group leader and member of the senior research staff of the Deposition Science & Technology Group at ORNL, in his article “Out of Bounds Additive Manufacturing” (Advanced Materials & Processes, March 2013).
“The eventual BAAM platform could also be extended to metallic-materials deposition,” continues Dr. Duty in his article. “BAAM potentially can revolutionize additive manufacturing for large scale, highly complex systems and radically impact tomorrow’s fleet of aerospace vehicles. Imagine a full scale squadron of unmanned aerial vehicles (UAVs) being produced directly from a CAD file in a “lights out” facility by a swarm of BAAM robots — from “file-to-flight” in a matter of days.”
Another company with a growing presence in the large-scale additive manufacturing field is Concept Laser GmbH (Lichtenfels, Germany), which can now produce XXL-sized 3D components using the additive process with its large-format X line 1000R system, a project that was developed jointly with the Fraunhofer Institute for Laser Technology (ILT; Aachen, Germany).
An overview and description of Concept Laser’s Large Scale Metal 3D Printing system.
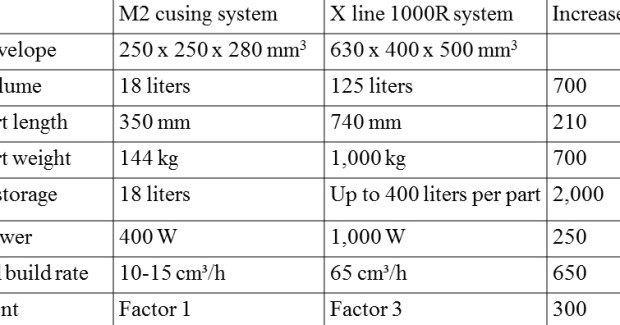
At the core of the system are optics developed by ILT with a 1,000 watt laser. The jump from the 400 watt class into this new dimension represents a quantum leap in terms of the component sizes and construction rates that can be achieved. After a successful beta development phase, Concept Laser now offers the X line 1000R as a series model featuring one of the largest build envelopes now available on the market (630 mm x 400 mm x 500 mm).
The X line 1000R was developed for tool-less manufacturing of large functional components and technical prototypes with identical material properties to series-production assemblies. The key component in the X line 1000R is a high-performance laser in the kilowatt range that enables significant productivity increases compared to other commercially available laser melting systems.
Balls being made on a Concept Laser X-Line 1000 system.
The system uses fusing technology known as LaserCUSING® (a combination of the “C” from Concept Laser and the term “fusing” (which means “to fully melt”) to generate complex component geometries layer-by-layer using 3D CAD data. The X line 1000R targets LaserCUSING primarily for the automotive industry and aerospace sector, where it has proven compatible in terms of materials used to make aluminum components for lightweight automotive construction and high performance materials such as titanium used in aerospace applications.
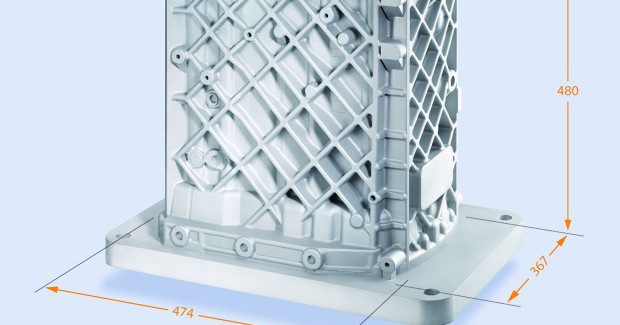
For example, the X line 1000R has constructed lightweight aluminum alloy structures with high rigidity and weight-optimized geometries – with virtually no design restrictions. The maximum component length that has been produced on the X line 1000R is 740 mm. In terms of complexity, the system generated a 474 mm x 367 mm x 480 mm (not including the height of the build platform) aluminum gear part that is one of the largest metal components produced to date using the powder bed-based laser melting process.
“When hybrid construction methods are used, geometries can be created that are somewhat above the “basic” construction area dimensions, if necessary, with heights up to 540 mm,” explains Dr. Florian Bechmann, the head of development at Concept Laser. The X line 1000R also features a closed system for safe process and powder management compliant with the strict ATEX directives related to titanium and nickel-based alloys in aerospace applications. “The separation of the process chamber and the handling area is a fundamental characteristic of the X line 1000R,” adds Dr. Bechmann.
New applications are currently being devised by development engineers in the company, including some that are quite interesting. In addition to drive technology components, test beds in space flight, and turbine parts in power plant engineering and aircraft construction, LaserCUSING can also be used to repair turbines: a worn-out turbine blade can be mended using laser melting. This means the material of the turbine part, which is still good, can begin a new lifecycle – quickly and affordably.
From a cost perspective, the system offers highly desirable construction speeds for both industries. While an average system on the market achieves build rates of 10 cm³/h to 15 cm³/h, the X line 1000R delivers up to 65 cm³/h (equivalent to a 650 percent increase; see Table 1). Despite this highly dynamic process, component quality remains completely intact through the system’s use of patented quality management modules like QMcoating and QMmeltpool.
As a series model, the X line 1000R allows for a significant increase in construction rates, improved surface quality, high reproducibility and system reliability thanks to process monitoring, as well as qualification of a wide range of powder materials for a variety of applications.
The sky is the limit as the boundaries of size expand in additive manufacturing, where a new world of generating parts 60 ft to 100 ft long or more awaits on the horizon.
Cincinnati Incorporated, 7420 Kilby Road, Harrison, OH 45030, 513-367-7567, www.e-ci.com.
Oak Ridge National Laboratory, 1 Bethel Valley Road, Oak Ridge, TN, 865-576-7658, www.ornl.gov.
Concept Laser GmbH, An der Zeil 8, D-96215 Lichtenfels, Germany, +49 (0) 95 71 / 1679 – 200, Fax: +49 (0) 95 71 / 1679 – 299, www.concept-laser.de.
Subscribe to learn the latest in manufacturing.



