How to Thread Nickel-Based Alloys
Proper tooling selection is the key for optimal results in this demanding application.
Posted: February 2, 2015


Manufacturers in the aerospace, powergen and oil sectors who are threading nickel-based alloys need tooling solutions that are optimized to address several challenges. Threading nickel-based alloy materials can be quite demanding. Due to their high hardness, heat-resistant properties, and extreme elastic memory, precipitation hardened nickel-based alloys present a complicated mix of material properties which require specialized tool geometries and coatings.
Since nickel-based alloys are typically very strong and hard, cutting this material requires a rigid machining center, good quality tool holder, along with high performance cutting tools that have been carefully selected for their ability to handle very high cutting temperatures, high compressive forces, and difficult chipping properties in order to minimize cutting forces, optimize chip development and removal, and offer maximum wear resistance. Look for taps and thread mills that have been designed with advanced geometry and coatings for efficient, economical threading of nickel-based alloys.
TAPS
Taps that are now offered with Variable Helix Correction (VHC) technology provide a specially ground relief geometry in the primary cutting zone, generating a smaller and tightly rolled chip formation. The resulting benefit is enhanced chip control to prevent the damaging effects of chips jamming in the tap teeth on both forward and reverse. For instance, aerospace manufacturers who tap UNJ and STI threads in nickel-based super alloys will be well served by selecting taps that feature VHC technology.
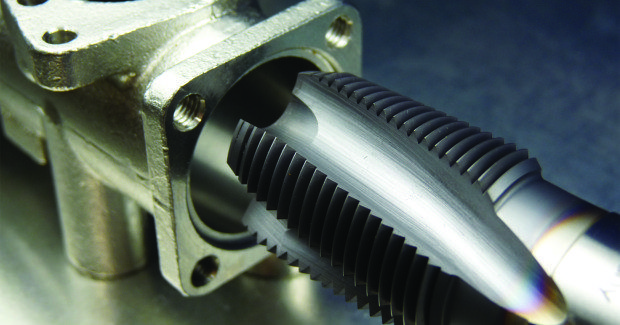
Taps are also available today with an advanced left-hand helical flute form and chamfer geometry, which combine to optimize chip evacuation in the forward direction for through holes and add strength to the cutting teeth for enhanced tool life and process security.
Additional desirable tool characteristics include having a premium HSS-E and TiCN coating for enhanced wear resistance and offering a relief geometry in the chamfer and thread section to overcome the high hardness of nickel-based alloys. For best results, taps threading nickel-based alloys should be run on a CNC machine with a synchronous spindle utilizing a tap holder with minimal compensation. In addition, tapping fluid which is specifically formulated for difficult applications and exotic alloys should be used, to promote clean cutting, smooth finish and extended tool life.
THREAD MILLS
Thread milling is a useful alternative to thread cutting. Thread mills are designed for high cutting speeds and feeds, and produce threads with excellent form, finish and dimensional accuracy. Optimum precision and accuracy are ensured by exact thread depth and position control. Other thread milling advantages include, but are not limited to, easier machining of difficult materials, elimination of the possibilities and consequences of tap breakage, and the production of small, controllable chips. When you combine thread milling with the latest CNC technology and smart controllers, outstanding flexibility, process control, tool life and part quality can be obtained.
For example, manufacturers who are threading taper pipes in nickel-based alloys need solutions that will produce precise threads and excellent surface quality on thread flanks for consistently tight, leak-free joints. Desirable thread mill characteristics include tools that are manufactured with a premium micro-grain carbide substrate, TiCN coating and finished ground with precise cutting geometry to ensure long tool life, low cycle times and superior finished threads in materials up to 58 Rc.
To optimize cutting performance and thread quality, look for flute designs with precise symmetrical spacing and constant rake angle. And thread mills ground with a high profile correction ratio allow for an enlarged cutter diameter, eliminating tool deflection and improving chip removal. For a simple and secure tool holding solution, select thread mills with a precision ground shank with clamping flat.
To produce threads 1.125 in and under in nickel-based alloys and a wide range of materials, optimally designed Solid Carbide Thread Mills can offer a good balance of performance benefits and economy. Look for thread mills manufactured with premium micro-grain carbide, multiple-spiral flutes which have been engineered to eliminate chatter and a large cutter diameter with high profile correction to ensure true-to-gauge threads.
HIGH PERFORMANCE CUTTING TOOLS ADVICE & SOLUTIONS
Many challenges and options exist for threading holes in nickel-based alloy materials. The importance of paying close attention and examining your application’s needs, and then taking the time to get advice from cutting tools experts is vital for success. In the end, thorough analysis before selecting and committing to your tooling will produce quality holemaking in the most efficient and cost-effective way.
For instance, we have recently introduced a comprehensive line of high-performance tools for threading demanding nickel / super alloy materials, including 718 Inconel, Waspaloy, Hastelloy, and more to 46 HRC. Taps are available in a spiral flute bottoming tap design that feature a Variable Helix Correction grind that creates smaller and more manageable chip formations which in turn increases tool life and thread quality. The through-hole plug tap design has a left hand helical flute form that optimizes chip flow and increases tool performance in these hard to tap materials. In addition, the same geometry is available in STI and NPT / NPTF pipe thread designs.
The new program includes tools ranging from taps with unique new geometry designs to reliable solid carbide thread mills designed for challenging aerospace, powergen and oil industry applications. A full line of sizes from No. 4 to ¾ in are available in UNC, UNF and Metric, 87 sku’s in total. For additional product details, please click here.
Mark Hatch is the product director of taps and thread mills for Emuge Corporation, 1800 Century Drive, West Boylston, MA 01583-2121, 508-595-3620, mark.hatch@emuge.com, www.emuge.com.
Subscribe to learn the latest in manufacturing.



