Horizontal Machining Centers
Advanced capabilities. Uninterrupted machining. To move forward in the hyper-competitive world of metal cutting, it’s time to enter into the world of horizontal machining.
Posted: June 4, 2015









Before investing, every shop must know where horizontal machining centers will work best for their operation in terms of process application fit, production costs and purchase investment. For example, power, speed and accuracy are absolute necessities tied to close examinations of the spindle drive system, CNC machine operating system and axis drive system. The types of materials being machined require evaluations of the spindle rpm, low speed torque and high speed horsepower. Machining soft materials demands higher speeds for finishing. Hard materials require low-speed torque and rigidity to reduce the impact of side thrust.
Volume is everything. Prototypes and short runs dictate faster setups, quick and easy program editing, practical work envelope access and table height, and proper system cooling for thermal stability. Long production runs demand effective chip removal and are ideal for automated loading. Consider these factors and many more as you review the features these new horizontal machining centers have to offer your shop.
INTEGRATED CONTOURING HEAD FOR MULTI-TASKING
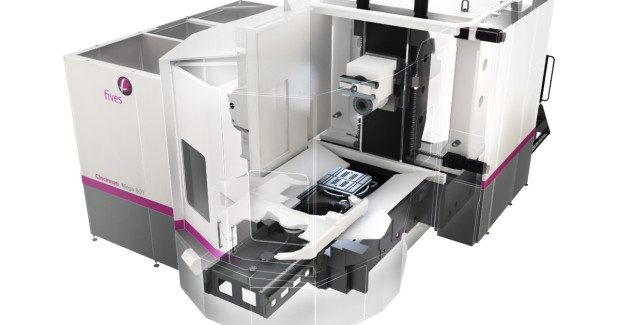
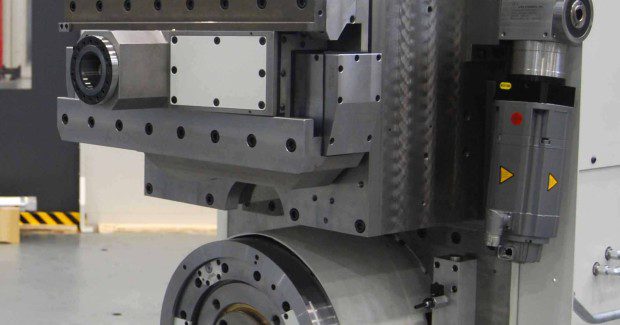
Fives Machining Systems, Inc. (Fond du Lac, WI) brings a combination live spindle and integrated contouring head (ICH) to its Cincinnati MEGA and Giddings & Lewis HMC Series horizontal machining centers for expanded processing flexibility and dramatically reduced workpiece transfers and setups, with improved accuracy. The ICH’s 220 mm (8.7 in) U-axis slide stroke provides the ability to produce small- or large-diameter features without head changing or manual intervention, allowing complex features to be machined in one setup with greatly reduced cycle time and labor. The contouring head can produce features such as bottle bores, valve seats, seal faces, phonographic sealing surfaces, O-ring grooves, straight/tapered threads, chamfers, and external profiles. It is ideal for single setup, rough and finish machining of any large parts that combine bored, milled and turned features.
The ICH is located immediately above the machine’s main spindle, but slightly offset in the Y and W/Z axes to avoid tool interference. The 45 kW/60 hp (S6-40 percent) contouring spindle for HMCs handles parts up to 540 mm (21.3 in) ID and 340 mm (13.4 in) OD. It is available with standard Kennametal KM80™ or Sandvik Coromant® Capto C8 tool interfaces, and accommodates tools as long as 600 mm (23.6 in), weighing up to 18 kg (39.6 lb). Tools are loaded via the machine’s automatic toolchanger for faster processing without operator involvement. The W/Z-axis live boring spindles can use 50-taper tools. With an auto coupler, the Giddings & Lewis HMC Series handles programmable boring bars up to 750 mm (29.5 in) long and 50 kg (110 lb). Live spindle travel is 800 mm (31.5 in) for all machining center models.
A touch probe can be used in the boring spindle or on the HMC Series an optional auxiliary probe is available for in-process or post-process measurement of part features. Standard services, such as coolant supply, are plumbed through the contouring head to eliminate manual intervention and ensure maximum tool life.
Fives introduced this new integrated contouring head on the Cincinnati 6-axis MEGA 800 HMC in the sale of a two-machine cell that includes first use of the head on this machine size. Purchased by a European machine tool manufacturer, the new cell replaces an existing two-machine cell in 24-hour operation, taking on 30 percent to 50 percent more work, including jobs currently processed on boring mills. The machines’ servo-controlled, U-axis cross-feed spindle can produce circular features up to 540 mm diameter that require turning, boring, co-boring, facing, threading, tapered boring, and helical thread milling. The MEGA cell eliminates the need to produce these features on other machines, dramatically reducing workpiece transfers, setups and work-in-process inventory, while improving accuracy and manufacturing velocity.
This cell includes a 14-pallet work queue, two vacuum-equipped load/unload stations, storage for 640 tools and floor-mounted mist collection for each machine. Each machine stores 120 tools, while an integrated storage/retrieval system holds an additional 400, which are transferred to the machines via overhead robot.
“The combination of the U-axis head and main W-axis milling/boring spindle eliminates the need for boring machines and turning centers by combining both capabilities in a single multi-tasking machine,” explained Fives Cincinnati product manager Ken Wichman. “The U-axis head produces 2,475 Nm torque (S6-60) and has a Sandvik Coromant® Capto C8 tool interface, capable of carrying a tool weight of 30 kg (66 lb). The range, power, accuracy and tool-handling capability of this contouring head give the customer a much wider range of processing capabilities than possible with contouring attachments or other options. The integrated head is much more rigid than attachments bolted on or held by the spindle taper, resulting in superior part quality, surface finish and dimensional accuracy. The standard tool interface eliminates the need for special tools, and the integrated head eliminates manual head changing and storage. This extends the successful integration of this head from the larger Giddings & Lewis HMC 1250 platform.”
Both MEGA HMCs in the first sale are equipped with a 4,000 rpm, 45 kW (S6-60 hp) W-axis live spindle with 130 mm bar diameter and 800 mm travel. The massive machines accept parts weighing up to 2,200 kg (4,840 lb), 2,000 mm (79 in) tall and 1,300 mm (51.2 in) diameter. The three-point-leveled, T-design base moves the workpiece in a straight line to and from the spindle for precision boring, with X, Y and Z axes all driven by dual ballscrews using absolute scale feedback. The B-axis rotary table with high-accuracy absolute encoder allows infinite contouring, producing 5,100 Nm (3,300 ft-lb) torque. The machines utilize the Siemens 840D Solution Line CNC with Windows® 7 OS and operator interface, and the cell complies with all European and U.S. safety/health standards.
The IHC can upsize the features turned on Giddings & Lewis boring mills by handling up to 980 mm ID (38.6 in) and 780 mm OD. Rated at 56 kW (75 hp), the integrated head takes on larger turned features than ever before possible on a boring mill to accommodate the increased size of energy-industry parts in particular. “The part types have not changed; they are just larger, thus driving the requirement for larger turned features produced with high accuracy,” noted Pete Beyer, the director of product strategy and development at Fives Giddings & Lewis. “This extended travel exceeds anything we could do in the past with a separate contouring attachment, which requires significant operator intervention, a head changing system and a storage solution as well.”
The contouring head can produce features with repeatability of ±0.005 mm (±0.0002 in) and accuracy of ±0.015 mm (±0.0006 in). An auto-coupler provides the interface for feedout tools, such as programmable boring bars. “Some shops are interested in moving turning operations from a turning center to the boring mill with this integrated contouring head,” Beyer explained. “If the percentage of turning versus milling is small or the part is difficult to fixture or highly unbalanced, it makes more sense to do turning operations by spinning the tool on a boring mill than by spinning the part on a lathe.” Standard services, such as coolant supply with high pressure 40 bar (580 psi), are plumbed through the contouring head to eliminate manual intervention and ensure maximum tool life.
Fives Machining Systems, Inc., 142 Doty Street, Fond du Lac, WI 54935, 920-906-2860, Fax: 920-906-2522, www.fivesgroup.com.
HANDLE THE MOST DIFFICULT-TO-CUT MATERIALS
Methods Machine Tools, Inc. (Sudbury, MA) has introduced the Yasda YBM 7Ti 5-Axis Precision horizontal machining center featuring the industry’s highest accuracy and performance required to machine the most difficult-to-cut materials. A unique rotary table design and exceptionally rigid machine structure provide high performance machining of heat-resistant materials, such as titanium and Inconel. To ensure the highest accuracy levels, the YBM 7Ti has hardened slide box guideways and a 10,000 rpm, 50-taper direct-drive spindle. Positioning accuracy on the X,Y,Z axes is ±0.005 mm (0.0002 in) and is ±1 second (measured in deg) on the A/B rotary and tilting axis.
https://youtu.be/qIWN8BQkxoI
“Manufacturers in sectors such as aerospace and power generation require a robust solution for machining heat-resistant materials,” said Steve Previti, the Yasda product manager. “The YBM 7Ti provides the power, rigidity and performance to efficiently machine these very challenging materials for the manufacture of complex, high precision components.”
A newly designed rotary table offers four times the rigidity compared to other rotary tables. With the unique table design, there is ample room around the pallet which provides smooth table movements and allows operators to get a closer and clearer view of their parts. The YBM 7Ti features a 25 ton, H-shaped steel machine base for absorbing cutting forces and drastically minimizing any machine vibration. All linear axes have hand-scraped, hardened slide box guideways for high accuracy when making challenging cuts. Hardened, ground and lapped guideways enable rapid feeds of up to 48 m/min, yielding the highest accuracy throughout every full stroke. To achieve maximum performance levels, the mating faces of the guideways are about double the width of more traditional linear guideways.
The YBM 7Ti features a direct-drive spindle system that is designed to keep cutting forces away from the spindle motor, which maintains consistency and repeatability. A self-adjusting spindle system automatically adjusts the preload to the spindle bearings, enabling a wider range of cutting capabilities. This horizontal machining center has a large work envelope, with X,Y, Z travels of 49.2 in x 39.4 in x 43.3 in (1,250 mm x 1,000 mm x 1,100 mm), respectively, a vertical rotation of 360 deg and a horizontal rotation of ±100 deg. A two-pallet system has 19.7 in x 19.7 in (500 mm x 500 mm) pallets for a maximum loading capacity of 1,102 lb (500 kg) on each pallet. Maximum part size is 24.8 in (630 mm) diameter and 19.7 in (500 mm) in height. A curvic coupling system with large diameter circle gears is used to support the back side of the pallet, allowing the accuracy of the center of the pallet to be fully maintained. An Automatic Tool Changer holds up to 240 tools. The powerful, new easy-to-use FANUC FS31i-B5 control is furnished standard.
Methods Machine Tools, Inc., 65 Union Avenue, Sudbury, MA 01776, 978-443-5388, Fax: 978-440-9405, sales@methodsmachine.com, www.methodsmachine.com.
MACHINE LARGE PARTS
Soraluce America, Inc. (Chicago, IL) presents the KB-150-WR Horizontal Boring Machine, a T-Type machine that gives shops access to maximum efficiency for multi-face machining of large work pieces. The KB-150-WR is a robust, precision system that changes the game in milling and boring by providing an efficient and durable state-of-the-art machine that can meet a wide assortment of machining requirements. The combination of top quality cast iron elements and linear roller guide ways with a hydrostatic dampening system provides high dynamics that improve the machine’s performance. The quill’s exceptional thermal stability is due to three complete cooling systems for the bearings, the gearbox and the spindle motor.
The highly rigid quill spindle is mounted in large angular contact bearings that are lubricated with an air-oil system. This spindle design is matched to an oversized ram to provide for efficient machining in extended reach applications. This machine, which undergoes specific reliability and precision testing, offers high performance with 787 ipm rapid rates, high axis feed forces, a 5.9 in quill with 31.5 in of travel, and a large ram with 40 in of stroke. All of these combine to provide heavy stock removal capacity with high rigidity. A wide variety of rotary tables are available to meet the specific part weight requirements. These tables rotate on high precision bearing and low friction surfaces for smaller load capacities and on hydrostatic bearings for larger load capacities. Table rotation is via a dual drive system utilizing a large external crown gear with a helical gearing/zero backlash precision gearbox. The hydraulic clamping system provides for a maximum tangential clamping force up to 140,000 Nm (103,200 ft-lb).
Technical Specifications:
| Specifications | KB-150-W | |
| Quill Diameter | mm/inch | 150 (5.9 in) |
| Quill Traverse, W axis | mm/inch | 850 (31.5 in) |
| Longitudinal traverse, X axis | inch | 78.7 in – 118 in – 157 in – 196 in |
| Vertical traverse, Y axis | inch | 82.6 in – 102 in – 126 in |
| Cross traverse, Z axis | inch | 59 in – 78.7 in – 98 in |
| Spindle power | hp | 63 hp @ S1 (100 percent) |
| Spindle speed range | rpm | 3,000 |
| Ram Stroke | inch | 40 (39.37 in) |
| ATC Capacity | 30~150 tools | |
| CNC control options | Fanuc, Heidenhain, Siemens | |
| Table Size/Loading Weight | inch/lbs. | Up to 98.4 in x 118 in / up to 130,000 lb |
Soraluce America, Inc., 875 North Michigan Avenue, Suite 3614, Chicago, IL 60611, 815-315-9261, Fax: 312-205-0358, sales@soraluce-america.com, www.soraluce-america.com.
EXTRAORDINARY CUTTING CAPABILITIES
Kitamura Machinery of USA, Inc. (Wheeling, IL) introduces the Mycenter-HX500G Horizontal Machining Center for medium to large size parts that require flexibility in cutting capabilities. This exciting new member of the “G-Series” Machining Center Line-Up out-classes the competition in size, stroke and functionality. Manufactured in Japan with hand scraping production techniques, the Mycenter-HX500G offers up a host of stand-out features, such as solid box way construction with blazing 2,362 ipm rapid feed rates, twin ballscrews and motors in the X & Y axes, and linear scale feedback on all axes for optimum stability and ultra-high accuracies of ±0.000079 in full stroke, ±0.000039 in repeatability.
The Mycenter-HX500G is unique in that it is available in two spindle configurations, providing the choice of #40 or #50 taper, making it the ideal cutting vehicle for both lighter duty aluminum applications and those that require a heavier, more robust spindle for higher level accuracy, exotic part processing. The #40, 20,000 rpm 4-step geared, dual contact spindle offers super high speeds for high end, fine finish cutting requirements. Equally impressive is the #50, 12,000 rpm 4-step geared, dual contact spindle, utilizing 432.2 ft-lb of cutting torque for heavy duty part machining. The energy efficient geared spindle design demonstrates savings of between 40 percent and 50 percent in kW hours for increased productivity and savings. HSK spindle designs are now an available option.
The Mycenter-HX500G offers a maximum workpiece size of 31.5Ø x 43.3 in (Dia. x H) within an incredibly small footprint. Super high speed rapid feed rates of 2,362 ipm on solid box ways are by far the fastest in class and boost overall work throughput. A standard two-station APC is field expandable and is coupled with full 360 deg 4-axis capability with rotary scale for faster, more accurate production per pallet load. A 50 tool “fixed pot” automatic tool changer is standard with upgrade capabilities of up to 200 tools in the field. The advanced high speed processing of the Arumatik-Mi controller allows for smoother and faster machining of the most complex work pieces with the potential to add 5th axis simultaneous machining capabilities on both pallets.
Kitamura Machinery of USA, Inc., 78 East Century, Wheeling, IL 60090, 847-520-7755 Fax: 847-520-7763, info@kitamura-machinery.com, www.kitamura-machinery.com.
ULTRA-COMPACT AUTOMOTIVE MACHINING
In addition to demands for high productivity, precision, and maximum reliability in multi-shift continuous operations, space requirement is one of the most important decision factors in the automotive industry. As a result, DMG Mori Seiki USA Inc. (Hoffman Estates, IL) developed the i 50, an ultra-compact horizontal machining center with a revolutionary design concept for large-scale serial production of motor components such as automotive cylinder blocks and heads. Featuring patented Z-axis spindle kinematics, the i 50 guarantees great stability with two angled guides positioned outside of the chip disposal area. Vibration during machining is minimized for high precision and long tool service life.
The linear axes are positioned in the spindle area for minimal moving masses through X / Y / Z travel for the spindle. Together with lightweight moving parts, this allows high-speed machining and high machine dynamics for short chip-to-chip times. All feed drives are positioned outside the work area to eliminate temperature impact and provide unparalleled precision. All axes achieve the fastest rapid traverse rate in its class, 62 m/min / 2,440.9 ipm, and the X- and Y-axis reach a maximum acceleration of 0.7 g. The Z-axis features a drilling and tapping cycle with a maximum acceleration of 1 g. The spindle accelerates from zero to its maximum speed (12,000 rpm) in one second. The A-axis is equipped with DDM® technology (direct drive motor) for high-speed indexing, with a 90 deg indexing time of 2.5 seconds, including clamping.
By narrowing down target workpieces to cylinder heads and cylinder blocks and employing no automatic pallet changer, the i 50 comes with a compact footprint of only 6.7 sq m / 72.1 sq ft and a machine width of only 1,680 mm / 66.1 in. Customers can choose from a range of automated workpiece transfer options, including roller conveyors and gantry loaders that allow shops to create efficient serial production lines in the smallest space possible. Width small width and low front height, multiple i 50 machines can be lined up with a pitch between machines of 2,090 mm / 82.3 in for efficient gantry loader systems to reduce the vertical and horizontal strokes of the loader and shorten workpiece transfer and cycle times.
The i 50 is available in two table versions, with A- and B-kinematics. The A-axis specification with a built-in DDM minimizes vibration without backlash ensuring highly efficient machining. The table size is 640 mm x 500 mm / 25.2 in x 19.7 in with a maximum load capacity of 250 kg / 551.2 lb. With a swing diameter of 620 mm / 24.4 in, workpieces up to 640 mm / 25.2 in wide can be machined. The B-axis version comes with a table size of 500 mm x 500 mm / 19.7 in x 19.7 in and a maximum load capacity of 400 kg / 881.8 lb. Workpiece width can be up to 700 mm / 27.6 in with a maximum swing diameter of 700 mm / 27.6 in. Slanted internal covers and a center-through structure ensure excellent chip disposal. The rigid table design positions the ball screw and linear guides on the spindle side to reduce the risk of mechanical damage and machine downtime caused by chips.
Technical data on the i 50:
| Travels (X / Y / Z) | mm / in | 500 / 550 / 500 // 19.7 / 21.7 / 19.7 |
| Pallet size (A-axis) | mm / i | 640 x 500 / 25.2 x 19.7 in. |
| Pallet size (B-axis) | mm / i | 500 x 500 / 19.7 x 19.7 in |
| Table load (A-axis) | kg / lb | 250 / 551.2 |
| Table load (B-axis) | kg / lb | 400 / 881.8 |
| Max. swing diameter (A-axis) | mm / in | 620 / 24.4 |
| Max. swing diameter (B-axis) | mm / in | 700 / 27.6 |
| Rapid traverse rate (X / Y / Z) | m/min / ipm | 62 / 62 / 62 / 2,440.9 / 2,440.9 / 2,440.9 |
| Max. spindle speed | rpm | 12,000 |
| Spindle drive motor (15 percent DC/cont.) | kW / hp | 37 / 22 / 49.6 / 29.5 |
| Tool storage capacity | # | 20 (40*) |
| Floor space requirements (W x D) | mm / in | 1,680 x 3,932 / 66.1 x 154.8 |
* optional
DMG Mori also offers the DMC 80 H linear horizontal machining center for larger workpieces. It provides maximum precision, excellent idle times and brilliant dynamics. Linear drives, an intelligent tool magazine and the extensive use of modular building blocks offer productive machining solutions, whatever the configuration. The areas of application of the DMC H linear series are as versatile as its different configurations. It is ideal for both job shop production and automotive machining of motor and gearbox components. Its travel ranges are ideal for machining crankcases and cylinder heads of V-engines and serial six-cylinder engines. It is also well-suited for applications in the hydraulics industry and security sectors.
https://youtu.be/dZn_8v5L4n0
All of these application examples have one thing in common: the high demand on productivity, precision and flexibility. The latter begins for this horizontal machining center with the work area: the generous 630 mm x 630 mm / 24.8 in x 24.8 in clamping surface can accommodate workpieces with a diameter up to 1,000 mm / 39.4 in. Workpieces with a maximum height of 900 mm / 35.4 in and a maximum weight of 600 kg / 1,322.8 lb can be machined on the 5-axis version equipped with a swivel rotary table. In terms of the standard NC rotary table, these values increase to 1,100 mm / 43.3 in and 900 kg / 1,984.2 in. The small space requirements of the standard pallet changer brings a plus in productivity and allows an overall footprint of just 19 sq m / 204.5 sq ft , making the DMC 80 H linear the most compact machine in its class.
The extensive spindle range offers an endless choice of options. In addition to the standard 12,000 rpm spindle (20 kW, 110 Nm / 26.8 hp, 81.1 ft-lb) the available spindle options include an 18,000 rpm motor spindle and an HSK-A100 spindle with 430 Nm / 317.2 ft-lb that sets new standards in heavy-duty machining. The horizontal machining center proves equally versatile when it comes to available tool wheel magazines. There is space for 40 tools in the standard version of the HSK-A63 machine. Up to 363 tool pockets are possible if additional wheels are added. The short chip-to-chip time of this version is fully in line with productive and efficient manufacturing at 2.6 seconds, which enables the shortest possible throughput times. Equipped with the large HSK-A100 tool interface the magazine can hold up to 243 tools in its most extensive version. Both expansion options can accommodate tools with a length of up to 650 mm / 25.6 in.
In addition to fast and intelligent tool magazines, the X, Y and Z-axes are also outstanding with regard to top dynamics thanks to linear technology. Rapid traverses of up to 80 m/min / 3,149.6 ipm guarantee fast machining speeds and the 0.8 g acceleration provides the necessary dynamics. Long-term accuracy of the linear drives, the motor spindle and the rotary table is ensured by effective cooling of these components. The arrangement of the drives is another means used to prevent thermal deviations: the linear drives are all located outside of the work area, so they have no thermal impact during machining.
Chip disposal within the machine is optimized with one-piece vertical steel covers that ensure long-term durability while steep chip guide plates allow unobstructed flow through the machine bed for direct and simple connection to a central chip disposal system. A centrally located spiral conveyor transports the chips to the rear of the machine to facilitate ease of use with optimum accessibility to the work area. The user-friendly CELOS control with a SIEMENS 840D offers operators extensive programming possibilities.
Technical data on the DMC 80 H linear:
| Travel (X / Y / Z) | mmin | 800 / 900 / 1,05031.5 / 35.4 / 41.3 |
| Pallet size | mm / in | 630 x 630 / 24.8 x 24.8 |
| Table load | kg / lb | 900 / 1,984.2 |
| Integrated motor spindle HSK-A63 | rpm | 12,000 |
| Power (40 / 100% DC) | kWhp | 20 / 2026.8 / 26.8 |
| Torque (40 / 100% DC) | Nmft-lb | 110 / 8481.1 / 62.0 |
| Tool magazine pockets | # | 40 / wheel |
| Rapid traverse, feed rate (X / Y / Z) | m/min / ipm | 80 / 3,149.6 |
| Acceleration | m/s² / ft/s² | 9 / 29.5 |
DMG Mori Seiki USA Inc., 2400 Huntington Boulevard, Hoffman Estates, IL 60192, 847-593-5400, Fax: 847-593-5433, www.dmgmori.com.
NEXT-GENERATION LARGE PART MACHINING
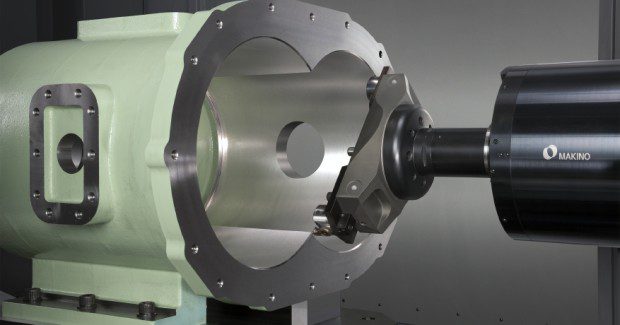
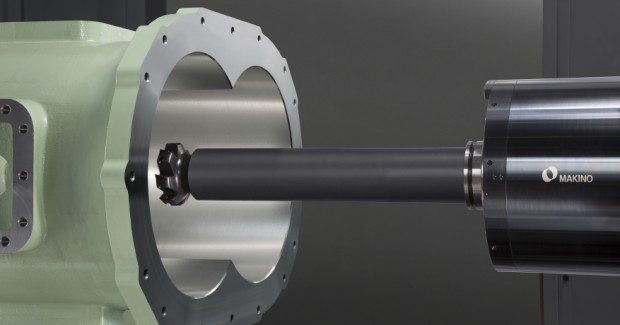
Makino, Inc. (Mason, OH) offers the new a81nx horizontal machining center with expanded machining capacity, improved rigidity and stability, improved productivity and enhanced reliability. “The a81nx builds on the success of the original a81 platform and sets a new standard for large part machining performance,” said Dave Ward, the horizontal product line manager at Makino. “There have been enhancements made to the bed and column castings of the machine, expansions in the tool magazine and Y-axis travels, spindle design improvements for faster acceleration and deceleration times, and a host of additional features and advancements to improve ergonomics, maintenance and machine uptime.”
When it comes to large-part machining, a limited work zone can hinder even the most efficient cutting processes and technologies. For this reason the a81nx features a 100 mm extension of the Y-axis column, bringing full-axis travels along the X, Y and Z axes to 35.4 in, 35.4 in and 40.2 in (900 mm, 900 mm and 1,020 mm), respectively. The increased Y-axis travel is especially beneficial for automotive parts such as engine blocks and cylinder heads, where the critical mating surfaces require feed-on/feed-off milling passes for optimal sealing. Large parts also commonly contain a substantial volume of features that can range greatly in size, requiring quick accessibility to diverse tool types and sizes. The a81nx provides a robust automatic tool changer (ATC) that is designed to handle larger-diameter, longer and heavier tooling. This large tool capacity ensures that manufacturers are able to efficiently machine a variety of large part features.
For improved speed and productivity, the a81nx is standardly equipped with a 10,000 rpm spindle that affords 305 Nm of duty-rated torque and 45kW of extended-duty power (26 kW of continuous output). Duty-rated power levels have increased 25 percent over the previous model. Such an enhancement dramatically reduces spindle acceleration and deceleration times, saving 20 to 30 percent in tapping processes. An optional 8,000 rpm, high-torque spindle configuration is also available for manufacturers working with hard metals. With 553 Nm of duty-rated torque and 37 kW of continuous output, this spindle option delivers 19 percent more continuous power output over the previous high-torque spindle, enabling manufacturers to take on more aggressive cutting conditions in ferrous and difficult-to-machine materials.
Other advanced productivity features include a new GI servo control mode that can reduce pocketing times for aluminum billet applications, and a new chain-type, 80-tool capacity automatic tool-change magazine for reduced tool-seek times. The a81nx bed, column and table castings feature enhanced build qualities, including an increased step height between the front and rear X-axis linear guide for improved strength and higher acceleration. For greater stiffness and reliability in higher load capacities, the machine uses roller-type linear motion guides. The a81nx B-axis table is available in two configurations — index and NC rotary. Each configuration has been redesigned for improved rigidity, including a larger curvic coupling diameter within the index table and the use of a three-roller-type bearing in the NC rotary table for superior rigidity and thrust support.
With millions of tool changes occurring during the life of a machine, the reliability of the ATC is crucial. The nx-Series machines feature a high-speed servo-driven ball screw that actuates the ATC shutter door, improving responsiveness, ease of setup and maintenance. The servo axis also reduces exposure of the ATC to the work envelope. The additions of taper-cleaning air-blow station and tool-seat detection ensure that all tools are clean and properly seated in the spindle. The net result is improved reliability and cleaner ATC environments.
In order for machines to reach maximum efficiency, they must be designed to provide operators with a comfortable and user-friendly work environment. The ergonomically friendly, L-shaped door design of the a81nx offers operators greater accessibility to the spindle, enhanced visibility for inspection of the tool or part and coolant drip prevention at the doorway. Additionally, preventive maintenance features on the a81nx have been relocated to a concentrated area on the machine’s back panels for easy access. The safety-guard door on the automatic pallet changer (APC) has an adjustable height for the operation panel and can be moved to match the level of the operator’s work platform. A wider APC stocker improves the loading of large fixtures and workpieces, and allows easy chip cleaning. The addition of a tool-loading station on all magazines helps improve the ergonomics of handling large, heavy tools. A touch-type human machine interface panel is also available on all 80-tool capacity ATCs or larger, providing an easy way to manage tool data while at the ATC magazine.
Makino, Inc., 7680 Innovation Way, Mason, OH 45040, 513-573-7200, Fax: 513-573-7360, www.makino.com.
Subscribe to learn the latest in manufacturing.



