Tooling Up for Large Radii: Four Methods for Forming Radius Parts
Is your shop having problems forming parts that require a large radius with a press brake? These four proven techniques can increase your part quality and eliminate scrap with minimal investment.
Posted: July 31, 2015



When forming parts that require a large radius with a press brake, operators once needed custom tooling, a special technique, or a crafty way to form the part so it would bend correctly. In addition, manufacturers would often scrap parts before they could determine the best method to create a large radius to print. Today it has become common practice and less cumbersome to create these parts since many leading hard tooling manufacturers have developed solutions to easily form a large radius correctly. While the techniques discussed below are not new to the bending community, they may be methods you haven’t yet considered.
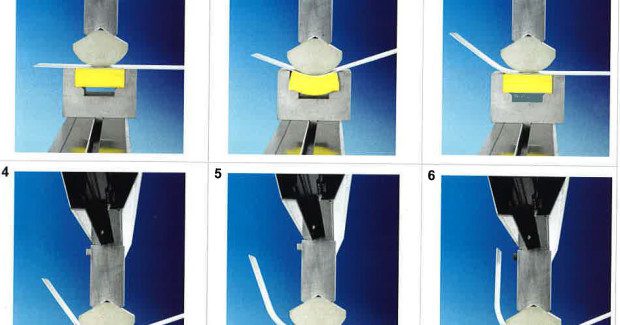
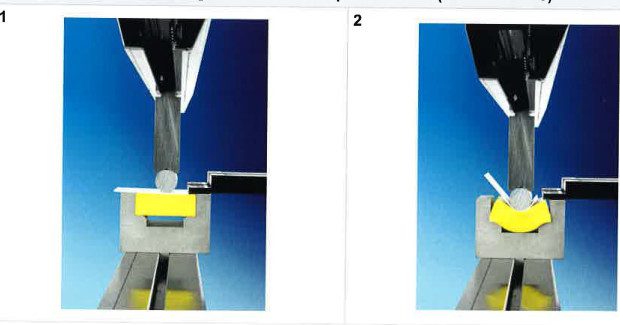
BUMP FORMING
Bump forming large radius parts can be the most cost-effective way for a shop to fabricate parts with large radii. This technique requires no tooling investment and has become much easier to achieve with the improved capabilities of the backgauge systems available on most high performance press brakes today. A six-axis backgauge allows an operator to perform a bump bend without with the need for custom fixtures or changes to the machine’s setup. Instead, the backgauges follow the part throughout the process and allow the operator to finish the bump bend sequence while forming nearly any radius that is required. The bump forming process can also be used when square-to-round transitions in conical shaped parts are needed.
The downfall to bump bending is that a typical sequence will leave “witness” marks from the punch and dies. Because of this, bump forming is ideal when the finished product is not a visible part of an assembly. Any parts that are cosmetic or will be visible to the end user are not good candidates for this process.
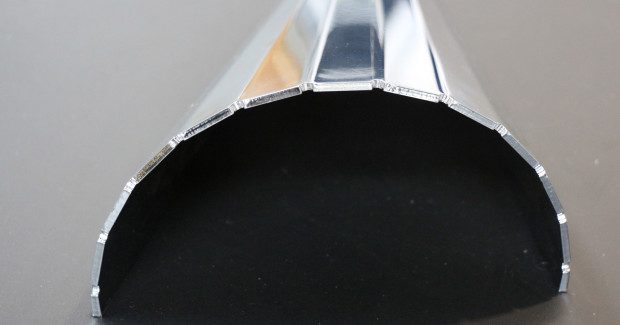
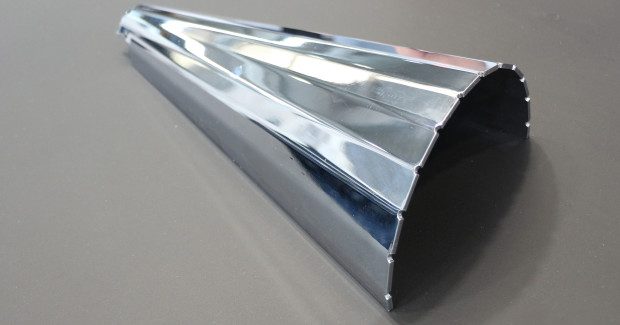
BAR STOCK
An alternative to bump bending is to use bar stock as the upper tool in the setup plan. This cost-effective procedure produces large radii without causing the tools to leave visible markings on the finished part. For this procedure, the operator only needs to have an upper tool adapter with bolts that allows any bar stock to be attached to the adapter. Many of the leading tooling manufacturers have their own bar stock, in various diameters, which customers can purchase. Fabricators can also use existing bar stock and simply adapt it to the upper tool holder to create this solution. Since standard dies can be used in this procedure, there is no additional investment required for custom dies. This method of forming large radii is more ideal for cosmetic parts as the bar stock has a smooth radius which results in minimal witness marks.
LARGE RADIUS TOOLING
Tooling manufacturers produce large radius tooling which help create even larger radii than is possible with bar stock. Specialty tooling produces few to no witness marks on a finished part, depending on the application. This solution is more consistent than forming with bar stock and is also the most accurate. The negative side to forming parts with this type of tooling is that the upper and lower tools are produced for a certain radius and therefore may not be suitable for all of the different parts which may flow through to the press brake. Different tooling would be necessary if a fabricator needed to change from a large radius to a smaller radius bend.
SPECIALTY DIE
A fourth option for forming parts with a large radius is to use an upper tool with a die that has a urethane insert. This type of die results in little to no defect in the bending process. Similar to the way die tape or wing bend tools protect a part as it is formed, the urethane helps to support the material throughout the press brake’s stroke. It helps provide a finish that is acceptable for cosmetic parts. The advantage to using a die with the urethane insert is that it can be combined with many different upper tools to produce multiple radii combinations. The downfall to using this option is that as the part increases in length, the urethane may move differently between segments. This leads to inaccuracies in the parallelism of parts. The insert will also wear out over time, and eventually need replacement. Replacement intervals will depend on how often the tool is used, and the kind of material being formed. That being said, this option would be best for applications using stainless or aluminum materials that are not welded or painted after being formed.
Press brake tooling can be one of the most overlooked assets on your shop floor. It is the only part of the press brake operation to physically touch your parts while forming, and because of this, tooling can quickly become the largest priority. As you approach or review bending large radii on parts on your shop floor, take the four suggestions mentioned in this article into consideration. A new method may open up new opportunities for quoting new types of parts, redesigning parts you currently have, or lead to other benefits for your shop overall. These methods can also increase part quality and eliminate scrap with minimal investment.
Subscribe to learn the latest in manufacturing.



