Tube & Pipe Fabrication Equipment
Here is some of the latest equipment now available to help shops cut their operating costs and monitor their tube and pipe fabrication process better than ever.
Posted: September 3, 2015
















Tube and pipe fabrication continues to advance forward with improved and streamlined processes, less power use, less staff necessary to operation machinery, and less use of steel required to make parts. Here is some of the latest equipment now available to help shops cut their operating costs and monitor their tube and pipe fabrication process even better.
COMPLEX FORMS WITH MINIMAL TOOLING COSTS
The demands for tube processing are increasing as geometry becomes increasingly complex and materials become ever stronger in connection with progressively light design. At the same time there are louder and louder calls for fabrication efficiency across all market sectors. To meet these demands, rolling tube forming by Transfluid Maschinenbau GmbH (Schmallenberg, Germany) opens special opportunities for forming that reduce the use of tools to a minimum. Rolling technology always displays its unique strengths most clearly if the forming is done on tubes that have already been axially preformed, if sharp edged contours need to be created for sealing elements, or if perfect surfaces are required.
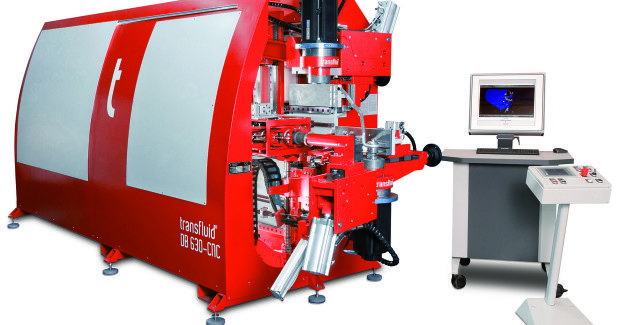
For tool-independent tube forming that creates almost freely formed geometries, t-form bead rolling machines for tube processing systems from Transfluid use a servo-electric drive and, if required, an easily operated CNC control system that allows the functions of different axes to be moved in an overlapping fashion. All parameter settings are stored to eliminate complex adjustments and save valuable time. The forming process is possible both from outside to inside and from inside to outside. Rolling tube forming can form completely different geometries with a single tool, a clamping jaw and the rolling head. Tool wear is almost totally ruled out in the rolling process, and the lubricants that are necessary in the forming process can be reduced to a minimum.
https://youtu.be/H-Gn2cVZ0iU
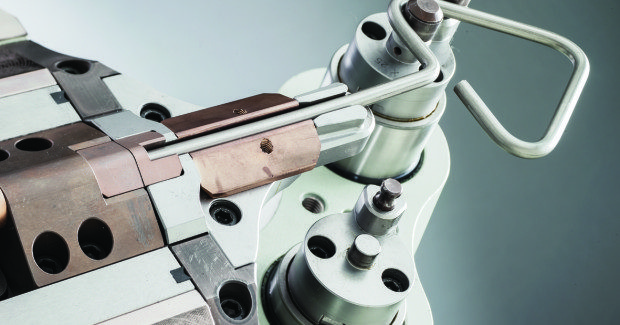
A closed rolling head with completely supported rollers is used if very demanding forming is necessary on high-strength materials. The forming of highly complex geometries without space in the axial direction is carried out using three rollers that are included in an open structure so the roller geometry can be performed directly on a tube/flange connection. It is also possible to roll threads or add edge designs with the same roller head and its corresponding rollers, with or without forming, depending on application requirements. Trimming of already bent components can be realized by rolling tube forming without cutting and almost without burrs.
If complex geometries must be formed with little length to clamp then the roller head can separate the rolling process across two rollers that act as a clamp. One roller is positioned as a support on the inside or outside of the tube while the counter roller delivers the form. This type of inner-supported forming roller can be used to form an internal tube diameter of 12 mm, and very different tool pairings can be used to form and separate simultaneously. The extremely low loads transferred to the tube during the rolling process create an excellent surface quality without using a cost-intensive form clamping piece on tubes that have already been bent.
If the rolling tube forming process reaches its limits then pre-compressed tubes can be used in the rolling process or the rolling machine itself can be combined directly with a compressing machine. “Combination machines safely and reliably extend tube forming process limits by forming geometries that offer distinct economic advantages,” explains Stefanie Flaeper, the managing director at Transfluid. “They produce forms with absolute processing and functional reliability. For example, forming geometries with O-rings are of particular significance in many components used in the automobile industry. Geometries which include a flange for fitting at a later stage are often needed.”
https://youtu.be/Xl0bjtJo_hM
Forms of this type are ideally created using machines capable of both swaging and rolling. Specially developed combination systems automatically feed such external components during swaging as needed, accurately positioning and fastening them. This process also creates a “pre-form” which may be required for any downstream rolling. Rolling produces the final geometry, creating perfect surfaces for optimal application. “The tolerances are comparable with those produced during machining,” notes Flaeper. Since extreme precision is required especially during rolling, the rolling head is CNC controlled and freely programmable in all axes of movement, including overlap. Combination machines reliably and effectively process all types of material, even large diameter tubes. For smaller tube sizes these systems are energy-efficient, with extremely accurate servomotor drives.
https://youtu.be/BJ2Vovcd9PY
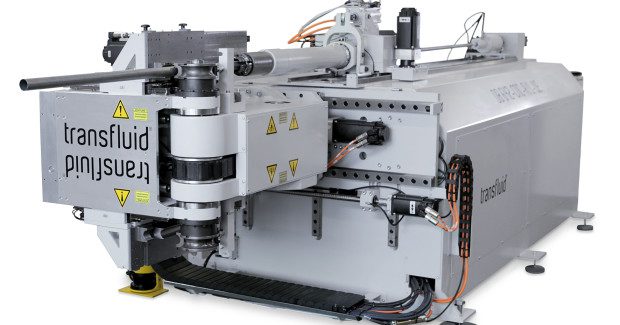
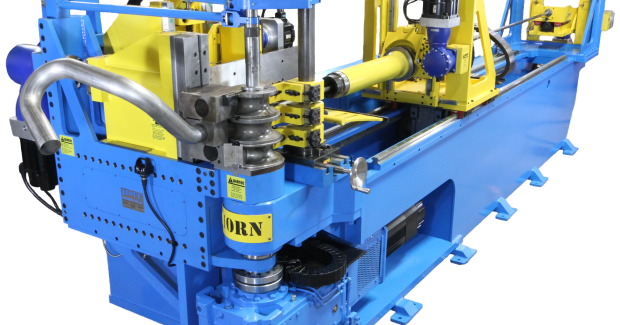
Transfluid also developed special right/left bending t-bend technology for collision-free pipe bending. When it comes to pipe bending, precision is everything. The use of the right bending technology is becoming increasingly important, particularly for challenging requirements where installation space and system positioning can restrict the ideal conditions needed for forming pipes. In many cases, neither a right nor a left bending machine can produce the required geometry of the pipe bends without colliding with the machine frame. To address this, two effective right/left bending machines have been developed for different pipe diameters.
“For small pipes with diameters less than 30 mm, we offer a t-bend machine with two individually adjustable heads,” says Flaeper. “The adjustable heads allow both right and left hand bending operations. The right bending head is still-standing and the left bending head is suspended. This design principle is very effective for small pipe diameters because the operation time is extremely short. Changing from one bending direction to another can be completed in 2.5 seconds.” It is also possible to equip each bending head with up to three tool levels.
The second bending machine efficiently bends larger pipe dimensions right or left on one rotating head in an extremely dynamic system designed for larger pipe diameters from 30 mm up to 90 mm. This same design is used for pipe diameters less than 30 mm since all shafts are servo-electrically driven, with two tool levels on each bending head as standard.
To free-form large radii, both machine versions can be equipped with a corresponding system. The use of loading magazines, automatic handling systems and robot-assisted production methods are becoming an integral part of modern bending technology. Using the greater dynamism and flexibility of t-bend technology, bending processes can be implemented smoothly and effectively, despite difficult installation space requirements.
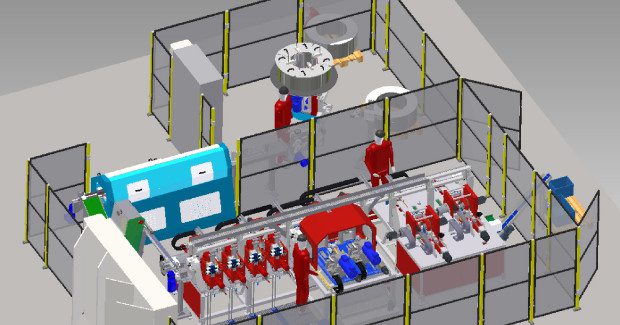
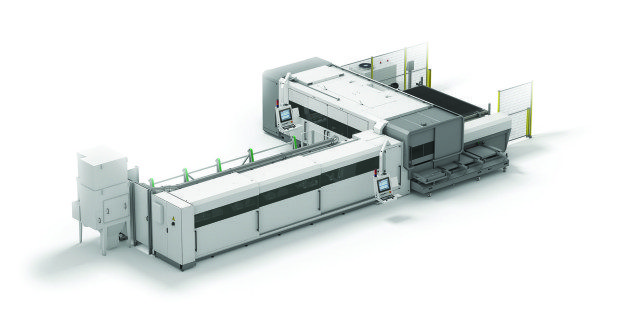
Tube connections that must stand up to highly dynamic loads in automobile manufacturing must be robust, durable, clean, and demonstrate long-term sealing. Transfluid has developed a t-motion automated cell that creates a finished short elbow tube connector from a coil of tubing in six seconds with extremely short straight lengths after bending and forming. These special connections are used in car radiators and air conditioning.
This special manufacturing cell handles the coil directly. In the first stage, tubing in a diameter range from 8 mm to 22 mm is unwound, aligned and cut. Orbital chip-less cutting can be performed on tubes down to a minimum length of 34 mm. Because cutting is clean, the possibility of contamination is excluded to allow immediate subsequent processing. After the cutting process, the tube ends (where the hose is connected) are compressed in a transfer line. A subsequent component of the line then rolls and polishes the surface. This rolling technology allows for short clamping lengths and the forming of practically any geometry.
After the axial and rotary end forming process, the t-motion cell automatically bends 80 percent of the parts by 40 deg to 120 deg. The benefit of this process is that extremely short parts can be formed and bent on both sides with practically no straight sections. “The clear challenge is meeting high quality requirements with a time-efficient manufacturing process,” states Flaeper. “This system ensures that tube deformation is ruled out throughout the entire process and that the surface and any previous tube forming operations are preserved.” A cycle time of six seconds makes this high-quality production method an economical solution, especially for short parts.
Subscribe to learn the latest in manufacturing.



