Fineblanking Breaks the 200 SPM Barrier
Never before has a fineblanking press been so fast, so versatile and, above all, so productive at up to 200 strokes per minute.
Posted: October 5, 2015


Feintool Equipment Corporation (Cincinnati, OH) introduces the XFT 1500speed Feinblanking Press. Never before has a fineblanking press been so fast, so versatile and, above all, so productive at up to 200 strokes per minute. “Our main goal was to take the advantages of fineblanking to a level of production that outstrips conventional blanking in terms of part quality, clean cut percentage and dimensional repeatability in sheet thicknesses of over two millimeters,” states Markus Schaltegger, the head of presses and systems at Feintool.
The 1,500 kilo-newtons XFT 1500speed replaces the company’s GKP 100/160 and MFA 1600 presses. It is compatible with existing tools and can double their output, but achieves its true potential when using high-speed tools developed specially for it. Manufacturing costs and investment costs per part are lower with less energy consumption and press maintenance. It’s even capable of turning out small batch sizes economically.
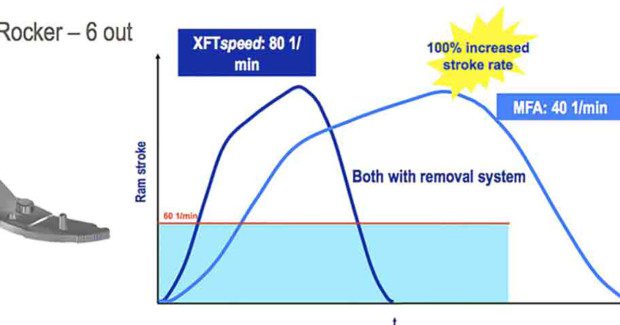
Without a gearbox, the drive motor operates at 200 rpm versus 1,200 rpm. The servo motor has a much faster dynamic response and can be programmed with absolute precision. The Motion Control unit can define acceleration, part removal and intermediate stops to an accuracy of two milliseconds. “With stroke rates this high, it was clear to us that tool safety should have special priority,” says Schaltegger. “If a malfunction occurs, the XFT 1500speed only needs a braking distance of two millimeters.”
Fineblanking and forming are only superficially similar to conventional blanking or shearing processes. The difference is found in the precision of the process and the combination of fineblanking and forming, which opens up entirely new technical avenues in industrial series production and opportunities to maximize cost efficiency. Highly complex ready-to-install multifunctional parts can be produced economically with this technology – and with crucial cost savings compared with conventional production methods.
To view an excellent animation that shows and explains the fineblanking process, please click here. This shows how the dual movement of both the inside and the outside of the die combine with high clamping forces to define fineblanking.
Feintool is a leading global technology group specializing in the development of fineblanking systems and the production of precision, ready-to-install fineblanked and formed components, notably for the automotive industry. With locations in Europe, Japan, China and the U.S., the Feintool Group is represented in the world’s major automotive markets. Headquartered in Lyss, Switzerland, the Group has a headcount of just under 2,000.
Feintool Equipment Corporation, 6833 Creek Road, Cincinnati, OH 45242, 513-791-0066, Fax: 513-791-1589, feintool-fec@feintool.com, www.feintool.com.
Subscribe to learn the latest in manufacturing.



