Plasma: The Fourth State of Matter
For highly repetitive welds, plasma welding increases reliability and repeatability and is frequently used as an alternative to gas tungsten arc welding. Here’s why.
Posted: February 3, 2016






This technique of setting the electrode allows the plasma gas flow rate to be decreased while
maintaining higher current ratings of the tip. This normally provides a slightly wider weld bead in most cases allows for increased travel speeds. This type weld mode is very similar to that of gas tungste arc welding with additional advantages in many applications. Advantages of melt-in fusion welding include:
- Reliable arc starting
- Reduced heat input or distortion
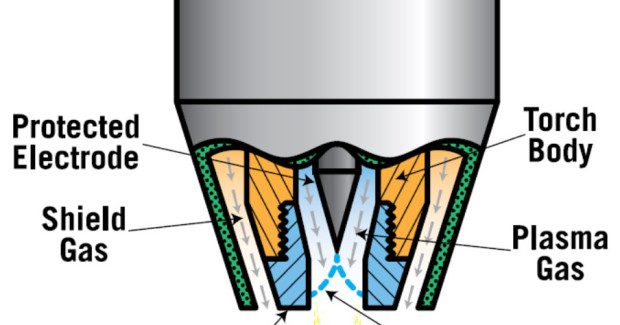
- Protected electrode
- Lower current levels required
- Less sensitive to
- Improved arc stability stand-off changes at low current
- Arc is more directional
- Improved weld geometry (less arc wander) and penetration control
Melt-in fusion welding is used in spot fusion welds, corner/edge fusion welds, flange fusion welds, square butt fusion welds, surface fusion welds and lap fusion welds. Plasma arc welding is well suited for spot fusion welding because of its reliable arc starting characteristics and high response time. Plasma arc welding can be used in all positions when using the melt-in mode. Typically circumferential and longitudinal seam welds are welded in the flat positions. Corner/edge and surface fusion (lamination welds) provide improved travel speeds and reduced heat input in the vertical down position.
In many cases the common practices in joint design and fixturing typically used with gas tungsten welding can also be incorporated with plasma arc welding. The use of copper or aluminum heat sinking in many applications can enhance the welding operation. When thin metals are welded, both joint edges must be in continuous contact and must melt simultaneously to fuse together into a single weld puddle. Separation between the joint edges
before or during welding will allow the edges to melt separately and remain separate.
Much larger tolerances for joint fixturing can be obtained by flanging the edges. Turned-up edges act as pre-placed filler wire to fill the gap and ensure melt contact of the sides of the joint. They also stiffen the joint edges to minimize warpage from heat built up during welding. Flanging is recommended for all butt joints in foil thicknesses below 0.010 in (0.25 mm). Filler wire can be added to the leading edge of a plasma weld puddle, as in the gas tungsten arc process. Wire-height adjustments are not generally as critical with plasma arc welding
because the wire can lift off the plate and melt into the plasma stream without contaminating the electrode. However, wire placement is still important because the wire can ball-up when
lifted from the plate.
MODE OF OPERATION: KEYHOLE WELDING
This type weld is generally obtained by using a stiff, constricted arc. Penetration is obtained by the combination of plasma and gas momentum with thermal conduction. With increased plasma gas flow rates and electrode setback, a hole known as the keyhole is pierced through the entire metal thickness at the leading edge of the weld puddle, where the forces of the plasma jet (column) displace the molten metal. As the torch travel progresses at a consistent speed, the molten metal, supported by surface tension, flows behind the keyhole to form the weld bead.
Keyhole welding is almost exclusively performed in the automated mode. Typically this technique is used for square butt welds on material thickness from .093 in (2.4 mm) to .250 in (6.4 mm) requiring 100 percent penetration in a single pass. Manual keyhole welding is not recommended because of difficulties in maintaining consistent travel speeds, torch position or filler material addition. Advantages of keyhole welding include:
- Reduced current levels
- Single-pass welds
- Minimized weld preparation
- Narrower weld beads
- Improved weld geometry
- Less filler material required
- Visual proof of 100 percent weld penetration
Keyhole starting. In material thicknesses under .090 in (2.3 mm), circumferential and longitudinal seam keyhole welds can generally be started at full operating current, plasma gas flow rate and travel speed. In this thickness range, the keyhole is developed with little disturbance in the weld puddle, and the weld surface and under-bead are kept fairly smooth. However, in thicker materials, the operating parameters can produce a tunneling or gouging effect underneath the surface of the molten puddle just prior to piercing the weld joint and starting the keyhole. Because this tunneling or gouging action may cause gas porosity or surface irregularities, starting tabs for longitudinal welds and programmed taper (upslope) of plasma gas and current for circumferential weld is normally recommended.
Keyhole ending. If the welding current is turned off abruptly at the end of a keyhole weld, the keyhole may not close. This is not usually objectionable when stopping on ending tabs that are typically used on longitudinal welds. Plasma gas and weld current taper (downslope) is recommended for the ending of the keyhole on circumferential welds. This allows for lowering of the arc force and heat input so that the molten metal can gradually flow into the keyhole and solidify.
Underbead gas backing. If a particular keyhole welding application requires an underbead
backing, it is recommended that a rectangular shaped groove be used. This provides underbead shielding gas, and allows for the venting of the plasma column. Groove dimensions of approximately 1 to 1.5 T (metal thickness) wide and 2 to 2.5 T deep. Shallow grooved backing bars will cause the weld to become inverted toward the surface.
Filler metal addition. The exceptional penetration capabilities of a constricted arc reduce the amount of filler wire, the number of passes, and the total arc time needed to join metal thicknesses requiring multi-pass welds. Filler wire added to the leading edge of the puddle of a keyhole weld will flow around the keyhole to form a reinforced weld bead. This technique can be used on single-pass welds in materials up to about 1/4 in (6.4 mm) thick, generally with a square-butt-joint preparation. Filler wire is not generally added on the root pass of a multi-pass weld because the plasma jet melts the maximum amount of base metal that can be supported by surface tension.
Multi-pass welding. In multi-pass welding, the root pass is usually a keyhole weld, followed by one or more non-keyhole weld passes with filler metal. In the fill and cover passes, the force of the plasma jet is adjusted for suitable penetration by regulating the type and flow rate of
plasma gas. Helium in the argon shielding gas is favored for some fill and cover passes because it provides a broader heat pattern and produces a flatter cover pass.
GAS SELECTION: PLASMA GASES
Argon is the preferred plasma gas and is used in over 90 percent of all applications. It is totally inert, meaning it will not react with other materials at any temperature or pressure. Its low ionization potential assures reliable arc starting and a dependable pilot arc. Argon provides good arc stability and an excellent protective blanket for the tungsten electrode. Flow rates range approximately .25 SCFH (.18 lpm) to 5.0 SCFH (2.4 lpm).
Argon/Hydrogen (up to 3 percent Hydrogen). Addition of small amounts of Hydrogen to Argon is sometimes recommended. This increases the heat input to the weld puddle. Argon/Hydrogen will provide a hotter arc assisting in both penetration and weld puddle fluidity. Torch parts life will be lower when using Argon/Hydrogen mixtures versus argon. Tip current ratings are reduced by half when using Hydrogen gas mixture. Flow rates range approximately .25 SCFH (.18 lpm) to 5.0 SCFH (2.4 lpm).
GAS SELECTION: SHIELDING GASES
Argon may be used for all metals. It provides good arc stability and effective cleaning at the lower current levels (less than 20 amps). It is also recommended for use in the welding of aluminum, copper alloys, titanium and reactive metals. In some cases, Argon may not perform satisfactorily due to the higher arc voltages that are used in plasma welding (18-32V). Where the weld puddle is not fluid, slight undercutting occurs, and/or surface oxidation of the weld is noticed. The use of argon/hydrogen, helium or argon/helium
mixtures may be necessary.
Argon/Hydrogen (95/5%). Argon/Hydrogen mixtures are used to provide increased heat input to the weld. The addition of Hydrogen to Argon reduces surface tension of the molten pool, resulting in increased travel speeds. By reducing the surface tension of the molten metal, degassing of the weld pool is also facilitated so that the danger of gas inclusions in the form of porosity is lessened. At higher welding speeds, undercutting is also avoided and a smoother weld surface is achieved.
In addition to the increased arc heating efficiency, Hydrogen has a fluxing effect that reduces the amount of oxides formed when joining stainless steels, nickel and high nickel alloys. When welding nickel or nickel alloys, the presence of Hydrogen actually helps by preventing porosity. Nickel oxides formed by the entry of oxygen from the air are reduced by the hydrogen. The Hydrogen ‘attacks’ any stray oxygen before it can form nickel oxides.
The permissible percentage of Hydrogen varies up to 15 percent. It is indirectly related to the thickness of material being welded. With increased current welds and reduced travel speeds on thicker materials, the Hydrogen can become entrapped in the weld. This causes embrittlement of the weld. In general, the thinner the work-piece, the higher the permissible percentage of Hydrogen in a gas mixture that can be used. in automatic welding, a higher percentage of hydrogen can increase travel speeds on these thinner materials (.062 in, 1.6 mm or less). Flow rates range approximately 10 SCF@I (4.7 lpm) – 20 SCFH (9-4 lpm).
Helium/Argon (75/25%). The addition of Helium to Argon produces a hotter arc for a given amount of welding current. A mixture must contain at least 40 percent Helium before a significant change in heat can be detected. The argon has a tendency to stabilize the arc. Mixtures containing more than 75 percent, Helium will provide results very similar to pure Helium. A mixture of 75 percent Helium 25 percent Argon is used in applications like thicker segments of titanium or copper alloys. Flow rates range approximately 15 SCFH (7.1 lpm) 40 SCFH (18.8 lpm).
Note: Arc starting may become more difficult with the use of helium or helium mixtures. Trailing shield addition may be required when welding titanium or reactive metals to minimize oxidation to the weld bead surface.
Tweco/Arcair, 2800 Airport Road, Denton, TX 76207, 800-569-0547, Fax: 800-535-0557, www.tweco.com.
Subscribe to learn the latest in manufacturing.



