A Review of Vibration and Affordable Ways to Prevent It
While the latest machine tool technology may go a long way towards eliminating vibration and chatter, adding a new one may not be realistic. Luckily, there are less disruptive options that can make positive impacts on vibration without breaking the bank.
Posted: January 24, 2017


Vibration is a sworn enemy of high quality, efficient metalworking operations. It hinders speeds and feeds, reduces tool life and makes achieving the fine finishes often required today nearly impossible. There are three typical causes of vibration during machining:
- Quick changes in direction, stops and starts (either of the table or the cutting tool) cause deflection that impacts the initiating moments of a cut.
- Inconsistent forces during a cut, such as unbalanced tools or workpieces, as well as the state of engagement of multi-tooth cutters naturally cause some resonance.
- Because of some instability in the cutting process, chatter, or the buildup of oscillations in the machine tool structure and cutting process, that limit metal removal rates.
Machine tool builders are employing high technology in the newest machinery to monitor and manage these challenges. For one, accelerometers can endure the work area’s rough environment while providing accurate and actionable readings. Other technologies even go as far as gathering data from inside the cut and sending that information to the control, where spindle speed is adjusted when detrimental vibration is imminent. Today’s machine tool construction options also attempt to tackle this age-old challenge, including turcite-lined box ways that resist vibration better than linear guides and machine beds made of cast iron, which is a better damping material than traditional steel. The list goes on and on: shorter, more compact spindles; precision, hybrid bearings; and dynamically balanced spindles.
Another one that we work with on a daily basis is a more rigid spindle/tooling interface known as dual contact. Over the past 20 years more than 100 machine tool builders have adopted this configuration, which allows for simultaneous taper and flange contact. Since its added rigidity provides several other advantages in addition to vibration reduction, dual contact has also proliferated across tooling companies’ product lines as well. A word of caution, however: not all dual contact systems are created equal. BIG-PLUS® is the only true dual contact system for 7:24 taper systems. Tolerance testing has repeatedly shown that unlicensed 7:24 taper tooling billed as “dual contact” does not hold up when compared to authentic BIG-PLUS equipment
Only our parent company, BIG Daishowa Seiki (Osaka, Japan), owns the master gauges that ensure the proper relationship between the taper gauge line and tool flange. And only licensed and properly trained tooling suppliers can produce and sell these tools with the BIG-PLUS trademark. We advise that you choose wisely and don’t discount the value of this technology if you’ve been unimpressed or, worse yet, burned by a knock-off system.
Another area we specialize in where measures can be taken to combat vibration is how the part is held. No sandbags allowed! Our recommended weapon of choice is a mineral cast workholding solution. The advanced materials and methods used to produce this type of fixturing remove weight and introduce damping qualities into the foundation that exists between the machine table and part. The result is attenuation rates that are six to ten times better than standard gray cast iron. How is this accomplished? The assemblies are precision machined and filled with ground positioning components and fasteners, then filled with a composite structure of mineral particles and epoxy resin. Also notable is how the finished composite structure is produced without heat to better preserve the integrity of the precision machined surfaces and clamping components.
Mineral particles make up about 90 percent of the added weight, with the remaining being resin and curing agents. The added composite structure has an excellent density-to-weight ratio of 2.3 kg/dm3, translating to application solutions that are about 50 percent lighter than alternatives and allow for higher output and better quality. That brings us to a tooling-specific solution: When it comes to vibration and tooling, the buzzword you’ll often hear is “overhang,” a condition that is also known as the “length-to-diameter ratio” because as the overhang grows, it more decidedly becomes the most fragile element in the machining process and increases the chance of detrimental vibration. This is an especially common issue for die and mold, aerospace, automobile, and oil and gas manufacturers.
It’s always advised to use the largest possible diameter at the minimum possible length, the lightest weight tooling possible and the smallest possible insert points. But in the demanding settings that have been mentioned, ideal setups aren’t always feasible. For instance, once tools extend beyond about 4xD in these scenarios, deflection begins to multiply at remarkable rates – even at constant cutting forces. That said, upgrading to tooling with damping characteristics is often a reasonable option.
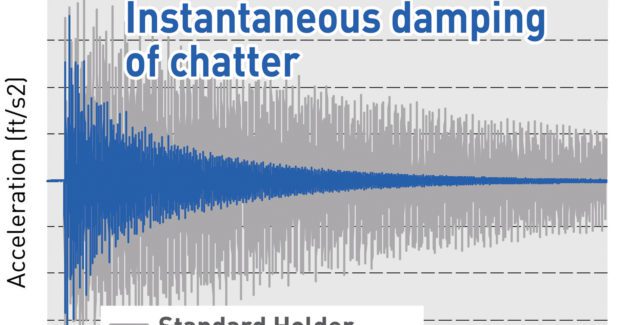
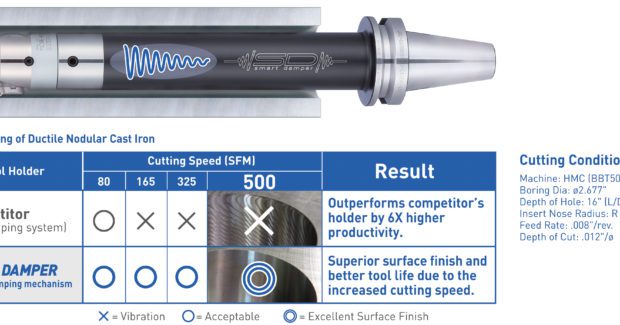
For example, we offer the Smart Damper system that provides specific solutions for rough and finish boring, plus milling operations. It incorporates a passive damping mechanism that functions as a counter action by way of high resonance friction action. This patent-pending system’s damping capability minimizes the effects of high frequency oscillations, absorbing vibration effectively and allowing higher machining accuracy. Knowing that it’s also critical to have the damping elements as close to the cut as possible, most Smart Damper offerings are modular in design. This allows for an array of standard shanks to be adapted to create “custom” tools that extend over 16 in to maintain damping nearer the tool and manage vibration in long-overhang setups.
While the latest machine tool technology may go a long way towards eliminating vibration and chatter, adding a new one may not be realistic. Luckily, there are less disruptive options that can make positive impacts on vibration without breaking the bank.
Subscribe to learn the latest in manufacturing.



