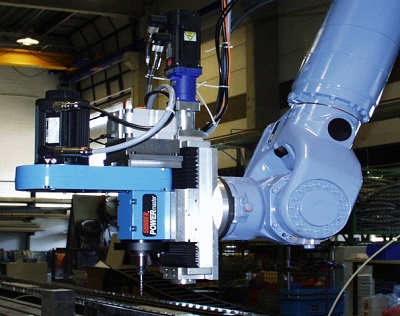
Strong Arm with Machining Units
These machining units from Suhner are used with strong arm robots that perform drilling operations for mild steel.
Posted: March 22, 2017


More and more often, machining units are used with strong arm robots in drilling, milling, deburring, grinding or brushing operations. Suhner Industrial Products Corporation (Rome, GA) now has a spindle program specifically made to use with robots that is designed to meet demanding application requirements. Manufacturing cells with robots typically work in a fully automatic mode that requires automatic tool changes, so Suhner offers three types of machining units, each tied to selected drilling performance for mild steel:
- Models BEX15 WW-ER25 and BEX 15 WW-HSK32 cover up to Ø15 mm. Maximum permissible torque values, depending on unit configuration, range between 12 Nm and 50 Nm.
- Model MAX 40-CO offers 400 Nm maximum torque, reaching a drilling capacity of Ø 40mm in mild steel.
BEX 15 WW-ER 25: This model includes a specially designed clamping system. Tool clamping is achieved with ER collets size ER16 or ER25. The collet is inside a pressure ring. Clamping occurs as the disc spring-loaded drawbar pushes the pressure ring into the spanner ring. An inline short-stroke cylinder opens the clamp. This type clamping system transmits up to 12 Nm of torque and is ideal for tools with a cylindrical shaft and best applied in grinding and wire brush operations. The BEX 15 WW can be tooled with abrasive flap wheels to clean a welding seam. The machining unit can pick up a new tool from a linear tool magazine located to the rear. In order to control wear and usage, the abrasive tool is measured after each grinding cycle, with information fed back to the robot control system to make adjustments or to initiate a tool change.
Another application is placement of rivet holes on aircraft parts. Feed motion is performed with a CNC-controlled slide to achieve required accuracy. The robot is used primarily for positioning. The key advantage of a collet-type toolholder and clamping system is that exact spindle orientation is never a requirement. This allows the use of standard AC motors; a servo motor is not necessary.
BEX 15 WW-HSK 32: This special unit uses a standard BEX 15 machining unit combined with a HSK 32 Superloc clamping system from Röhm that is self-locking to eliminate the need for a disc-spring package. The HSK clamping system opens and closes using an activation rod. An inline short-stroke pneumatic cylinder with end position control opens and closes the tool clamping mechanism. With this design, a complete tool change includes both the HSK 32 tool holder and the tool to allow pre-setting of the tools outside of the machine – a critical requirement for high precision manufacturing operations. The BEX 15 WW-HSK 32 can be used in automotive applications for precision drilling. The application of tool clamping systems according to HSK form A and form C requires spindle orientation features with servo motor drives. Maximum torque is limited to 55 Nm. AC motor drive options without spindle orientation use an HSK form E. Maximum torque is limited to 16 Nm. The BEX 15 WW-HSK 32 with a Superloc clamping system can be used for coolant-through-spindle applications.
MAX 40 CO: This is the largest machining unit for use in robot applications and comes equipped with an ISO 40 or an optional HSK 63 spindle. Coolant-through-spindle is possible for both toolholder options. Clamping and tool retention are accomplished by a spring-loaded drawbar assembly. Tool release is done with a pneumatic cylinder. The disc spring package includes a special tool gripper system with an included mechanical ratio that can develop a tool retention force up to 12 kN. Process capability can be monitored using four proximity switches controlling the following functions:
1) Tool clamped
2) Tool released
3) Home position w/o tool
4) Home position w/o tool and no rotation (Tool change position)
The best choice for a spindle drive on a MAX 40 CO is a servo motor since automatic tool change requires a defined-spindle orientation point. Up to 400 Nm torque at the spindle allows for serious drilling and milling operations and also demands a strong robot. Clamped workpieces of alloy steel can be milled completely and followed by a drilling operation of Ø21 mm diameter. The MAX 40 CO can be used for grinding operations on a steel bath.
Suhner Industrial Products Corporation, Highway 411 S Suhner Drive, PO Box 1234, Rome, GA 30162-1234, 706-235-8046, Fax: 706-235-8045, automation.usa@suhner.com, www.suhner.com.
Subscribe to learn the latest in manufacturing.



