How to Weld Stainless Steel with Keyhole TIG
This high speed, full penetration GTAW technology offers enormous productivity, cost and quality advantages over existing processes in stainless steels and other corrosion resistant materials. It requires no edge beveling, uses as little as 10 percent of the gas normally required, and produces highly repeatable, X-ray quality welds with superb cap and root aesthetics.
Posted: October 16, 2017
Stainless steel is known for its resistance to corrosion and is used in many different fields, such as food and dairy, chemical, power, cryogenic, nuclear and many other industry sectors. Keyhole TIG (K-TIG) technology combines the high quality and cleanliness of GTAW with a depth of penetration that is unmatched by conventional gas-tungsten arc, gas metal arc or plasma welding processes. How does it work? K-TIG is a highly refined version of TIG/GTAW developed by the Australian government’s Commonwealth Science & Industrial Research Organization (CSIRO). This patented technology is a result of extensive, scientific study of the gas-tungsten-arc process and many innovations in arc characteristics, weld pool stabilization, heat removal and process efficiency.
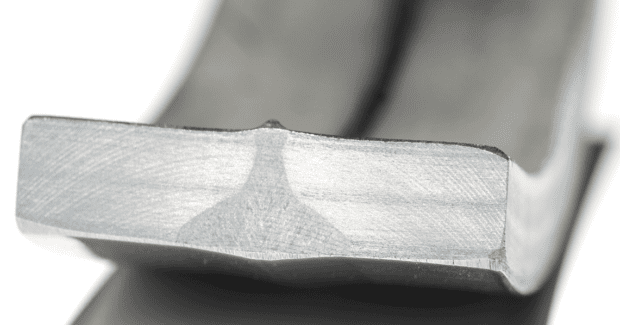
K-TIG has 8X the penetration of GTAW, allowing it to perform X-ray quality welds in materials up to 5/8 in (16 mm) thick in a single pass, without the need for edge beveling. The resulting welds are performed at up to 100X the speed of conventional TIG/GTAW. Gas consumption is reduced by more than 90 percent and wire consumption is reduced by in excess of 90 percent or eliminated entirely. The physics of the K-TIG process create high energy density in the welding arc, allowing it to open up a ‘keyhole’ and fully penetrate the material being welded and weld at high speed. The minimization of the surface energy associated with the keyhole geometry and the relatively unrestricted egress of the arc gases combine to produce an extremely stable and benign weld pool. The molten metal within the weld pool is prevented from falling from the root face by surface tension created by the process.
The K-TIG torch is engineered to convert a high current arc into a plasma jet that fully penetrates the material and creates a high surface tension weld pool on the underside of the material. By managing the surface tension, K-TIG can hold and stabilize the weight of the molten material while welding. The penetration capabilities of this process varies from material to material. It can achieve full penetration and single-pass welding on austenitic stainless steel of ½ in (13 mm) thickness. A key advantage of this impressive penetration is that there is no need for edge beveling or a gap. All that is required is a simple square butt presentation and the operator is ready to complete single pass stainless steel welding.
STAINLESS STEEL WELDING APPLICATIONS
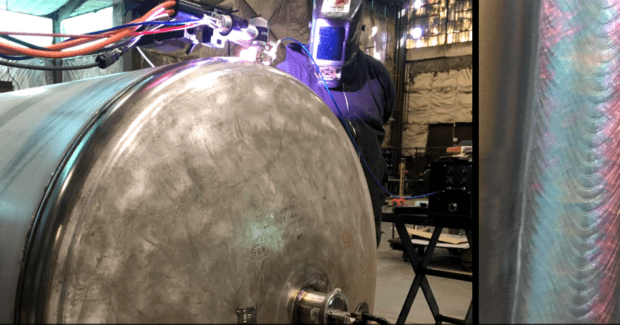
The material range of keyhole TIG welding for stainless steel is between 3 mm (1/8 in) and 13 mm (1/2 in). Within this thickness range, a full penetration butt weld is achievable in a single pass in both 1G and 2G positions, as well as longitudinal and circumferential welding at speeds as high as 1,000 mm/min in stainless steel. Stainless steel pressure vessels and tanks are ideally suited to this process. K-TIG has been replacing plasma keyhole welding technology for several years and there are no issues with closing out or tying in on circumferential welding with K-TIG. This is an enormous advantage for stainless steel welding. Penetration is the key to K-TIG’s dramatic impact on welding productivity. The ability to achieve full penetration without the need for edge beveling saves considerable time and resources, reduces costs and increases profits. By contrast, conventional TIG and MIG welding processes require costly V- or J- groove preparations, with the metal removed during the groove preparation replaced with expensive filler metal, and to ensure consistency the preparations must be machine-prepared.
Stainless steel is known for its high propensity to distort when welding. K-TIG’s ability to fully penetrate material and weld in a single pass means shrinkage and distortion are dramatically reduced. This is particularly beneficial for pipe spooling, when multiple joints are needed for a spool and overall length dimensions are critical for site fit up. K-TIG is intended to be used with welding automation that delivers a consistent travel speed. The requirements for automation are very simple: stable and consistent travel speed and a rigid torch mount. K-TIG can integrate with existing equipment, such as seamers, rollers, rotators, manipulators, column and booms and robots. The sophistication of the K-TIG system and controller, combined with the consistent quality of an automated process, means both productivity and quality will typically increase significantly when transitioning to this technology.
Other benefits of using this process in stainless steel welding include:
- Edge Preparation and Set-Up. In a perfect world, every square butt joint would have zero gap, but this is challenging to achieve in production fabrication environments. K-TIG has the ability to maintain a stable weld pool with gaps and misalignment tolerances unmatched by other keyhole welding processes such as plasma arc welding and laser welding. Additions of filler wire can also be added to the full penetration keyhole pass to increase fitup tolerance further.
- Purging. Purging requirements for K-TIG are typical of GTAW welding. In stainless steel, purge gas is necessary to ensure a clean root bead. Many purge systems have been used with keyhole TIG welding, from an engineered purge dam that can regulate pressure and back pressure, right down to simply using masking tape and cardboard to blank off the ends with a hole poked through. When welding stainless steel with K-TIG we recommend to purge with 100 percent argon. This makes K-TIG purging familiar and further adds to the ease with which shop supervisors can make the switch and transfer their existing knowledge to the new set up for an incredibly easy and fast transition period.
- Shielding Gas. The preferred shielding gas for K-TIG welding with stainless steel is 95 percent argon and 5 percent hydrogen. This has proven to be the most efficient gas for many welding processes and, when it comes to welding stainless steel, K-TIG is no different. It can weld with 100 percent argon and has welded with other hydrogen percentages, such as 2.5 percent. When welding duplex and super duplex, nitrogen additions help maintain a phase balance between the austenite and ferrite within the material.
- Consumables. Filler wire can be added to the keyhole penetration pass to help maintain a stable weld pool when welding with slight gaps or mismatch in alignment. If filler wire is added the amount of filler material is greatly reduced, typically by more than 95 percent. Gas consumption is also reduced due to the speed at which K-TIG can weld. Consumables for all exotic materials are costly, meaning this reduction in consumables can be enormously helpful in improving your bottom line.
HOW MUCH TRAINING OR KNOWLEDGE IS REQUIRED?
Surprisingly, an operator doesn’t require years of welding training and practical skills to perform quality stainless welding with this process. Although background knowledge of welding is preferred, the simplicity of the system allows operators to be trained in just several hours, while shop supervisors can receive comprehensive training in one to two days. This simple, yet highly effective welding system can also help address the chronic skills shortage in the welding and fabrication industry, where fewer and fewer young people are deciding to take up the trade: the average age of UK and Australian welders is now over 55, while in the U.S. the average age of a welder is now 57.
Subscribe to learn the latest in manufacturing.



