Productive Meets Safe: Equipment Enhancements that Help Prevent Press Brake Injuries
Unless they are fully automated, production on CNC press brakes cannot occur without an operator’s hands being constantly in near proximity to a potential danger zone. For this reason, increasing efforts are being directed toward fail-safe measures on these machines. Here are some of the latest improvements that have been developed by press brake manufacturers to reduce the likelihood of accidental injuries.
Posted: October 4, 2017





Worker safety in the production environment is a topic of great concern among fabricators. Although equipment and production processes are continuously evolving to become safer and reduce preventable accidents to zero, there are still many areas on a typical factory floor where the potential for injury remains ever-present. Powered presses, in particular, present a challenge to safety officers and regulators because of the nature of their work. Unless automated, these machines continue to require operators to work very closely with the equipment. In the case of CNC press brakes, production cannot occur without the operator’s hands being constantly in near proximity to a potential danger zone. For this reason, a significant amount of development resources are directed toward increasing fail-safe measures on these machines.
In general terms, the dangers to a press brake operator can be sorted into three categories. The first and most obvious is the danger of the hydraulic or electric-powered press beam, where the force is generated and the tooling comes together to form a part. This is the area that we tend to be most aware of when we watch a press brake in operation because it very clearly presents a possible risk of injury. However, this may not be the most dangerous aspect of the operator’s job. A second potential point of injury is the part itself that is being produced: that part must be handled during the production process and will move during forming operations. Many operator injuries occurring around press brakes are due to being struck or pinched by the product. A final consideration would be the moving parts of the machine other than the press beam, most especially the back gauge system. CNC back gauges are another source of operator injuries that are often overlooked. Remember that any time there are powered objects in motion in proximity to a human, there is the potential for an accident.
Along these lines, there are two major sets of measures we can use to reduce the likelihood of accidents around a press brake: equipment improvements and process improvements. Equipment improvements rely on the press brake manufacturers to develop safer machines, whereas process improvements revolve around how we organize and handle our work; they depend on the training and know-how on the factory floor. Here we will focus on the specific hardware improvements developed by press brake manufacturers to reduce the likelihood of accidental injuries.
To prevent an operator’s hands or arms from being injured by the press beam of the brake, a number of safety features have been developed over time. As with powered stamping presses, some brakes have tried to force the operator to use two-hand button operation to run the machine: the operator places the workpiece in the press brake and then presses with both hands on two separate buttons to activate the press. This ensures that both hands are clear of the danger zone, but poses many problems to efficiently operating the machine. Another very rudimentary safety feature are pull-back straps, or “leashes” as they are sometimes referred to. These are physical straps secured to the operator’s wrists and adjusted so that the operator cannot physically reach into the danger zone. These again guarantee protection of the hands, but make operation cumbersome at best.
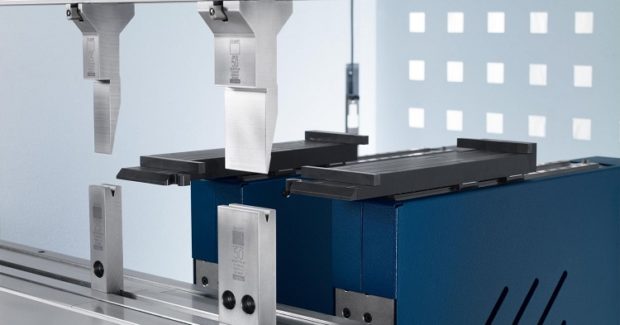
A better innovation is the use of so-called optoelectric safety devices that monitor the danger zone of the press brake and stop the machine in the event that hands or arms are positioned where they should not be. These come in a few variations and, like many technologies, have been steadily improving over time. The earliest examples are light curtains that consist of an array of light beams arranged vertically in front of the tool space. These beams help to prevent the operator’s arm from getting into the danger zone, but like earlier safety systems, it can be cumbersome to work with. Most newer optoelectric safety systems are point-of-operation designs: sensors that monitor the danger zone are affixed to the ends of the press beam and move up and down with it. These sensors monitor the space around the tip of the upper bending tool. These systems tend to be more discrete than light curtains, so they interfere less with the operation of the machine while still providing effective protection from the pinch point of the tools.
https://youtu.be/CPARvDlYdt4
On the material handling side, efforts have been focused on relieving the operator of the need to handle moving parts during the bending process. While the ultimate safety solution for press brakes is robotic automation, a partial step toward that degree of safety would be bending aids or sheet followers. These are specially designed lifts attached to the front of the press brake that do the work of supporting the part that is being bent during the forming process. This reduces the working strain on the operator to make a finished product and may also allow operators to distance themselves from the product while the press operates, further reducing the chances for injury.
https://youtu.be/_T9gxGO3YH8
Manufacturers have also been mindful of the danger posed by CNC back gauge systems and have taken steps to address the potential for injury from these moving components. A very common step is to include a slow-approach routine in the back gauge movement. This software-driven parameter sets a specific safe-distance from the lower tool inside the press. When a back gauge approaches to within this safe-distance, it changes from its normal movement speed to a reduced speed that allows the operator some extra time to react to the gauges if they are potentially coming in proximity to his hands. This reduces the likelihood of a severe injury. Another software-driven safety measure used on many CNC brakes is the ability to delay the transition of the back gauges from one bending step to the next, or even to require the operator to actively confirm that they want to change steps. This prevents the chance of operators being caught off guard by a sudden movement of the gauges.
Some advanced back gauge designs even include a hardware force-limiter in the gauge’s drive: these devices allow the drive motor to “slip” if the back gauge finger encounters a resistance, such as the resistance caused by an operator’s fingers getting in the way. All of these technologies can prevent a mistake from generating serious consequences. While we can anticipate that machine tool builders will continue to develop new measures to reduce injuries and combat accidents, the best safety measures still come down to awareness. Knowing where the potential dangers are, and training factory floor personnel on safe working practices will continue to be the best defense against accident and injury.
Subscribe to learn the latest in manufacturing.



