Small Steps, Big Savings: Filler Metal Storage & Handling
Here are some insights into proper storage and handling of stick electrodes, solid wires and tubular wires (flux-cored and metal-cored) that can help you achieve the best welding performance, minimize downtime and reduce operating costs.
Posted: December 11, 2017

Proper care and handling of filler metals is critical to achieving good weld quality and avoiding unnecessary downtime. When filler metals become damaged, either by moisture or contaminants, it can result in poor weld quality and rework that impact the bottom line. Improper storage or handling of filler metals can also void the warranty on the products. To achieve the best performance and minimize downtime and costs, consider these insights for proper storage and handling of stick electrodes, solid wires and tubular wires (flux-cored and metal-cored).
HANDLING AND STORING STICK ELECTRODES
The biggest enemy of stick electrodes is moisture, which can cause porosity and hydrogen-induced cracking in the weld, defects that lead to costly downtime for rework. Consider these tips for proper handling of stick electrodes:
- Never leave a can or carton of electrodes open, especially when using a low-hydrogen product. Instead, store them as recommended by the manufacturer, which may require placing the electrodes in a storage oven designed for this purpose.
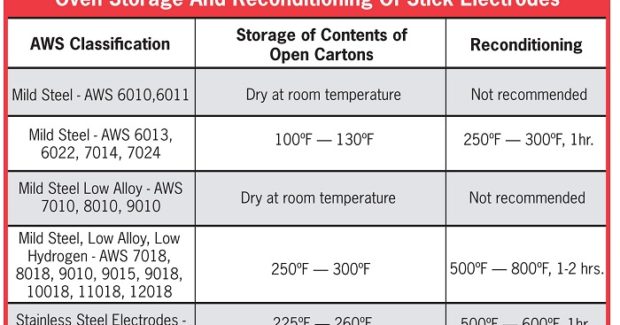
- Follow the recommendations from filler metal manufacturers regarding the best storage temperatures for products. This information can be found on the original package or by checking with the filler metal manufacturer.
- When possible, choose stick electrode packages that offer good moisture resistance, such as wax-coated cartons or resealable plastic packages. Be sure to close the package each time after removing electrodes.
- Be aware that some specific welding procedures or codes, such as those for critical repairs involving a load-bearing joint, may require you to discard a stick electrode after a certain period of time regardless of how it’s been stored.
- It is possible to recondition stick electrodes after they become exposed to moisture by placing the exposed electrode in an oven at a given temperature for a specified amount of time. Most filler metal manufacturers offer information about reconditioning on the original packaging.
HANDLING AND STORING WELDING WIRES
When handling welding wires, it’s important to always wear gloves to prevent potential wire damage from the moisture on your hands. Solid wire in particular can easily pick up sweat from bare hands. This moisture can cause rust to form on the wire, which can result in poor wire feeding or porosity. Unlike stick electrodes, welding wires can’t be reconditioned after they are damaged by moisture. In addition, take care to keep wires away from water, grease, oil and debris, since these contaminants can also cause poor welding performance and weld quality issues that will ultimately impact your productivity and costs. Consider using an enclosed wire feeder to help protect against contaminants, but keep in mind that an enclosed feeder is not a replacement for proper wire storage and handling practices.
If there are plasma or oxyfuel cutting activities occurring near the weld cell, be sure to keep filler metals in a different area. The dust from cutting metal can accumulate on the surface of the wires, leading to poor wire feeding or a clogged contact tip and nozzle. Ultimately, these issues can lead to poor electrical conductivity and/or an unstable or erratic arc. When welding wires are not in use, there are two main ways to store them. The recommended practice is to remove the spool from the wire feeder, place the spool in a clean plastic bag and close it securely. That secured bag should then be put in the original packaging box and stored in a clean dry area. When this method is not an option, cover the wire spool securely with a plastic bag while it’s on the feeder and not in use. With either practice, be aware that there are limits on how long an open package of welding wire can be stored.
Keep the welding wires in a dry area that is similar in temperature to where the welding will take place. Moving from a cold area to a warm area can lead to condensation and cause the filler metal to absorb moisture. If the storage and welding environments are different temperatures, allow the filler metal to acclimate to the temperature where it will be used. Doing so helps protect against moisture pickup.
FOLLOW BEST PRACTICES
When manufacturers package their filler metals, the products have been carefully sealed to ensure that they are in the best possible condition. It’s important to keep them that way. Proper storage and handling of filler metals may seem like a small step, but following recommended practices can save significant time and money in your welding operation.
Subscribe to learn the latest in manufacturing.



