Can a Quality Hinge Be Formed in a Press or a Brake?
Curls, hinges, knuckles, and rolled edges can all be produced on sheet metal using either a punch press or a press brake. The primary difference is the amount of control and handling provided by the machine. When producing curl forms, here are some factors to consider to make sure the job is done right.
Posted: June 30, 2018
Curls, hinges, knuckles, and rolled edges can all be produced on sheet metal using either a punch press or a press brake. For some shops, the decision about how to produce curl forms may come down to what type of machine is available. However, when availability isn’t a factor, there are other differences between curl forms made on a punch press versus a press brake that are worth considering. The primary difference is the amount of control and handling provided by the machine. Punch press machine clamps allow the sheet to be held in place during both the pre-curling and rollover operations. Press brakes have no such sheet clamping control, which creates a variety of difficulties, including an inability to curl the edge of the sheet as it will push back out of the tool.
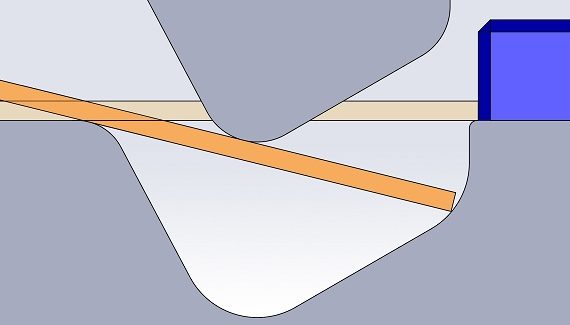
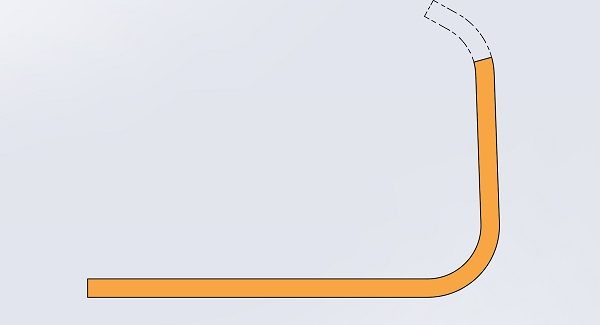
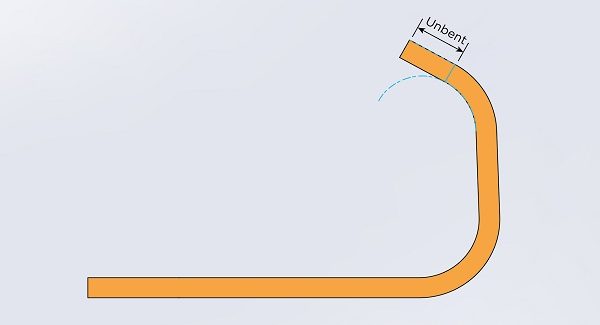
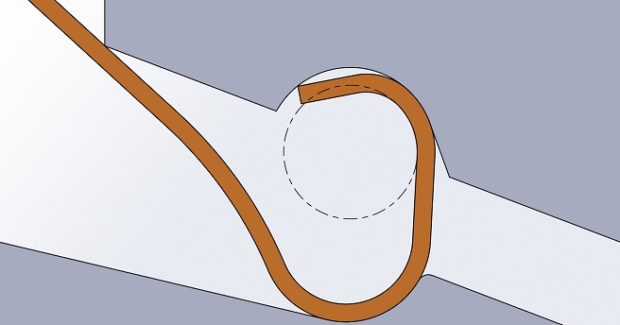
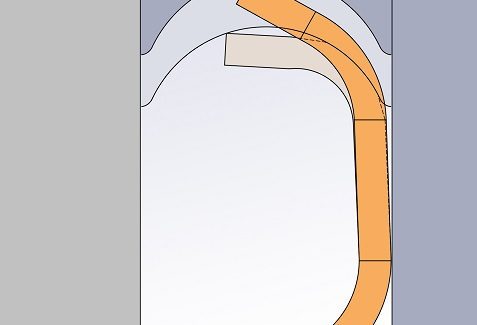
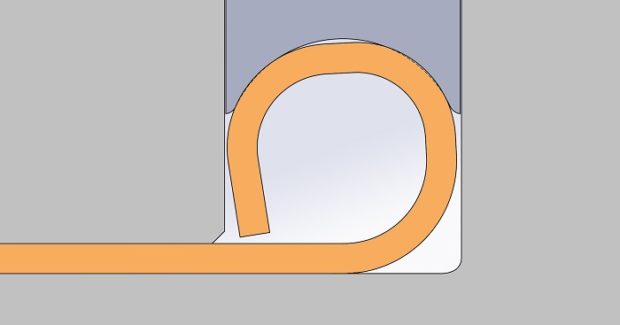
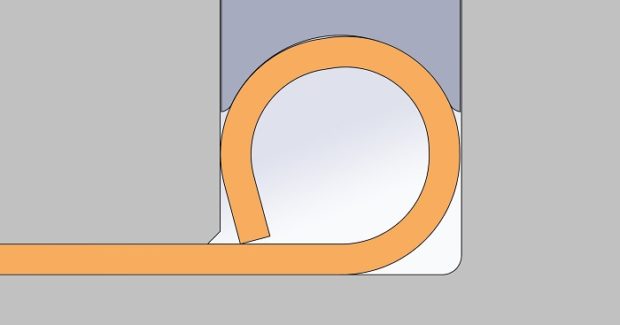
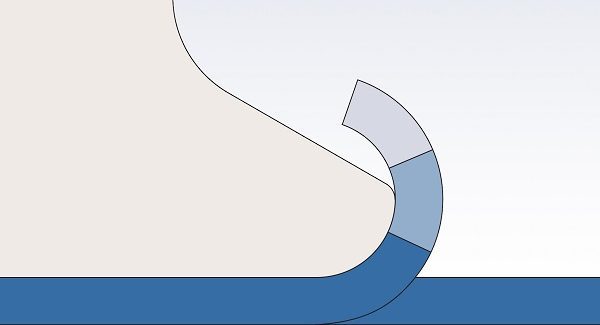
When attempting to curl the edge of a sheet on the press brake this lack of control causes the sheet to slide off the die top and into the forming pocket (Figure 1), producing an inaccurate bend in the sheet (Figure 2). To prevent this, the sheet is positioned farther into the tool and, as a result, the edge of the sheet is left unbent (Figure 3). Because of the unbent edge produced in the pre-curling operation, the form can be distorted during the rollover operation due to bending at initial contact as well as poor nesting in the rollover cavity. The rollover operation can also require a pressure pad to hold the sheet down to prevent the sheet from whipping up and causing a bow between the curl and the contact point with the punch (Figure 4). While quality of the form is an important consideration when determining which machine to use to produce a curl, there are a variety of limitations of both the punch press and press brake that may impact the decision further.
For instance, the length of the form and curls-per-hit may limit which type of machine is used. Brake tools can curl an entire sheet edge, whereas punching tools can only produce single-hit form lengths based on the station size in use. Likewise, the press brake can handle long lengths and many knuckles can be formed per hit. But punching machines, typically, only create one knuckle per hit sequence. Multiples are possible on the punch press, but the tools are more complicated, costly and difficult to program. The number of knuckles created per hit can also be limited by the quantity for which the tool was designed.
SPECIFIC CURL FORM DIFFERENCES BY MACHINE STYLE
Press Brake
Regardless of the approach, curling the very edge of the sheet (1 to 1.5 x material in from the edge) is extremely difficult. While using a wiping die on the press brake enables operators to make small flanges on the edge of a sheet, it is not a good option for a curl as it too will either push the sheet out of the tool or leave much of the edge unbent. In order to achieve a curl on the press brake, the sheet must be pre-curled and rolled-over. In a brake tool, the form has more of a tendency to bend (Figure 6) rather than pivot during the rollover operation, which causes faceting in the curl form. Faceting is also more likely when the form edge is not returned to the sheet surface. In other words, if the curl doesn’t close against the sheet, the material will not be compressed and forced to conform to the punch cavity – which means both form size and shape will suffer. (Figures 6a, 6b).
Curling the edge of a sheet in small incremental hits can produce a higher quality, shorter form and easier rollover hit. However, to attempt this on a press brake, assuming there were a method of preventing the sheet from pushing out, the sheet would need to remain engaged with the punch during strokes as the sheet, eventually, curls around the nose of the punch. The location of the form is also an important consideration. The press brakes typically only curl the edge of sheets – though a very special brake tool could accomplish this. Making adjustments to the hit position(s) / bend location(s) are easy in the punch press, but difficult (if not impossible) in the press brake. Once developed, this position cannot be changed without re-machining the brake tool. In the punch press, the programming can be modified quickly to increase/decrease the amount of material allocated for the knuckle. Material properties and size deviations may require adjustments to maintain a level of quality.
In some cases, one method of producing a higher quality curl on the press brake that is not possible on the punch press is to form around a mandrel (Figure 7). Using this method, a rod is placed in the form after the initial curl hit, before the rollover hit. This provides a higher quality form with regard to both shape and size tolerances, which is closer in quality to a punch press-produced form.
Punch Press
Clamps on punch presses make it possible to wipe or forge the edge, or both at the same time, to produce a quality curl. Typically, the quality of the curl form is higher from a punch press due to the ability to curl the edge of the sheet as well as to perform multiple hits in closer proximity (Figure 5). The result is a form that is closer to finish requirements, which aids the rollover operation in that the form more closely matches the rollover cavity and reduces the chances of a bending action rather than the desired pivoting action. Clearance is a serious limitation on the punch press compared with that of the press brake, where it is not really a concern at all. Special programming and sequencing may be required to accomplish a large form on the punch press due to the fact that the sheet needs to move under the turret or head of the machine during tool changes. The form tab is stood up at its tallest height just before the rollover hit, which means the make and model of the machine often dictate the feasibility of certain forms.
Modern punch presses can “hover” the ram, allowing the form to be created at a much lower height. This makes it possible to curl the edge of the sheet with small, incremental hits (Figure 5) to produce higher quality, shorter form height, and easier rollover hit. However, this approach requires more complicated programming and possibly a more complicated tool design.
OTHER FACTORS TO CONSIDER WHEN PRODUCING CURL FORMS
While it is likely that the speed of a punch press may aid the rollover operation, there are likely both advantages and disadvantages related to speed for either machine. As far as the ability to produce offset curls, the press brake can accomplish this with less tooling than a punch press. There is a lot to contemplate when determining whether to use a press brake or punch press to produce curl forms. If quality is your primary concern, the punch press seems to provide the control and accuracy necessary to produce a higher quality curl. However, when longer lengths or numerous knuckles are needed, or if clearance is a concern, the press brake is the logical solution. Of course, the availability of tooling may also be a consideration. Material type and thickness, as well as the inside diameter, will dictate which build is required. Smaller inside diameter-to-material thickness ratios can be achieved with the punch press due to the ability to curl the edge of the sheet. Overall, more curl form designs exist in press brake tooling than punch press tooling.
Whatever curl form application you may come across, a capable tooling manufacturer can help you determine which type of tooling and even which machine type will garner the highest quality results at the lowest cost for production.
Subscribe to learn the latest in manufacturing.



