Forming Rifling Grooves in Gun Barrels
The custom DeHoff G560-B1 machine tool from Kays Engineering can machine barrels from 17 caliber up to 50 caliber with a slide travel of 60 in and a pneumatically-operated chuck with programmable “twist rates.”
Posted: January 5, 2019
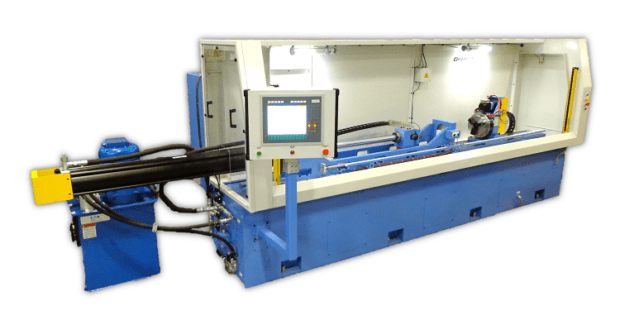
In Booth 1635, the DeHoff G560-B1 from Kays Engineering, Inc. (Marshall, MO) is a custom machine tool designed to form the rifling grooves in gun barrels. The barrel is rotated by a three-jaw chuck while a rifling button tool is pulled through the barrel by a hydraulic cylinder. The button tool deforms the rifling grooves into the internal bore of the barrel using a swaging process. All the rifling grooves are cold-formed in a single pass. The G560-B1 can machine barrels from 17 caliber up to 50 caliber, and has a slide travel of 60 in (1,524 mm). It features a pneumatically-operated chuck with programmable “twist rates.” The rifling “twist rate,” which is the distance the rifling takes to complete one full revolution, is variable from 1 turn in 5 in (127 mm) to 1 turn in 60 in (1,524 mm). The twist rate, pull speed, and pull force are all programmable via a Beckhoff control.
The G560-B1 is part of a turnkey package of gun barrel manufacturing equipment offered by DeHoff, including machines for gundrilling, pull-reaming, button rifling, cut rifling, as well as tooling, stress relieve ovens, and air gauging equipment that are built-to-order in the U.S.
Kays Engineering, Inc., 900 Industrial Drive, Marshall, MO 65340, 660-886-9929, matt.kays@kays-dehoff.com, www.kays-dehoff.com.
Subscribe to learn the latest in manufacturing.



