5 Ways to Calculate Your Actual Welding Costs
Tracking equipment purchases, labor hours, filler metal, and consumables is obvious and relatively straightforward. If you’re like many fabricators, though, you’re probably also budgeting for expenses you shouldn’t have to incur.
Posted: March 27, 2020
MELTING POINT COLUMN
By Nick Peterson
What are the true costs of welding for your project? Whether it involves welding on a jobsite or fabrication in a shop, this question can be difficult to answer.
Direct costs — equipment purchases, labor hours, filler metal, and consumables — can easily be tracked and understood. The real challenge is accounting for indirect costs, activities that are often overlooked or considered unavoidable. Identifying and controlling common hidden costs will help keep your project on time and on budget.
Time Spent Making Adjustments
On jobsites, walking between the joint and power source to change parameters and processes eats up more time than you may think. The figure snowballs on larger jobsites when welders are hundreds of yards or several stories away from the machine.
As illustrated in Miller Electric’s ArcReach ROI calculator, four 15-minute trips a day wastes 250 hours a year. At $45 per hour, that’s $11,250 in lost productivity. If the application involves frequent polarity changes – as in pipe welding, where it’s common to TIG-weld the root pass and stick-weld fill and cover passes – lost productivity quickly adds up.
Using equipment that enables operators to control their process and parameter changes at the joint via a remote control or wire feeder saves time and money while reducing potential trip and fall hazards.
Fix it Fast: Rework and Repairs
Defects are caused by a number of simple errors, but most problems stem from improperly adjusting welding parameters. Rework and repairs not only eat up time, they also waste materials and consumables.
The later in the process a mistake is discovered, the more costly the repair. For example, a defect in the root pass discovered after all other welds are complete is much more expensive to remove and replace than a defect that’s caught after the first pass.
Following procedures and ensuring parameters are correctly adjusted during welding is critical to avoiding costly rework. Make it easy and repeatable for operators to make adjustments to ensure the correct settings are maintained.
Poor or Improper Part Fit-Up
Improper part fit-up can lead to overwelding, the biggest and easiest-to-fix source of inadvertent cost creep.
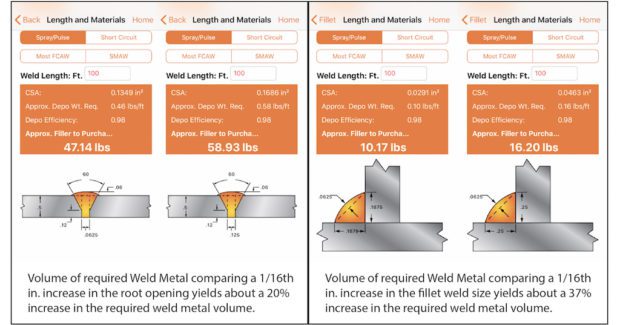
Let’s look at an illustration from the Hobart Filler Metal Selector and Calculator app. Adjusting the root opening by 1/16-inch on a 100-foot single V-groove weld increases filler metal volume 20%. When all parameters stay the same, that means 20% more of everything you spend money on for that weld. By comparison, a 100-foot 3/16-inch fillet weld vs. a 1/4-inch fillet weld requires almost 40% more filler metal.
Whether it stems from bad fitting during tacking or poor parts arriving to the weld station, improper fit-up can add substantial costs. Labor accounts for 80% of welding costs; filler metal accounts for 10%. Maintaining proper weld sizes and ensuring consistent part fit-up to eliminate gaps between the parts pays off in labor and material savings.
Spatter and Slag Removal
Excess spatter or slag can be caused by using the wrong welding process, filler metal, or shielding gas. Certain processes produce more spatter than others or produce slag that requires additional time for interpass or post-weld cleanup.
Using lower-cost, poor-quality filler metals can also add cost because they often create (or help create) discontinuities that increase spatter, diminish aesthetics, and/or increase rework.
MIG spray transfer mode, pulsed MIG transfer, or regulated metal deposition (RMD, Miller Electric’s modified short-circuit MIG process) provide productivity benefits including less spatter, lower heat input, and faster travel speeds.
Saving even a few minutes on each pass adds up over an entire shift, significantly reducing costs.
Consumable Waste
Using an unoptimized or incorrect welding process can result in unnecessary consumable waste, whether it’s filler metal or shielding gas. When using stick welding on the jobsite, for example, it’s common to include an expected loss of 20% or more in the budget for filler metal needed to complete the job. In other words, you scrap 20 pounds of every 100 pounds of stick electrode you buy.
That is expensive scrap.
Another consumable expense is back purging stainless steel pipe, typically a requirement for TIG welding. Welding procedure specifications using advanced processes like RMD have been qualified without using a back purge on stainless steel pipe, completely eliminating that expense.
Understanding and Controlling Welding Costs
It’s easy to overlook indirect costs, but it’s important to know what they are and estimate what they’re costing you. Ironically, maintaining the status quo is often the biggest hidden expense.
The key is to determine the process that puts the most metal into the weld in the least amount of time and that can be performed consistently. In most cases, this must be done through trial and error.
Check Out These Two Free Sources
Miller Electric’s ArcReach ROI calculator
https://www.millerwelds.com/products/arcreach-roi-calculator
Hobart Filler Metal Selector and Calculator
iOS: https://itunes.apple.com/us/app/hobart-filler-metal-selector/id933241268?mt=8
Android: https://play.google.com/store/apps/details?id=com.hobartbrothers.weldingcalculator.prod
Subscribe to learn the latest in manufacturing.
Subscribe to learn the latest in manufacturing.



