Perform Virtually All Turning Processes with One Tool
Ceratizit offers the first standard FreeTurn indexable inserts for its high dynamic turning (HDT) system. The system greatly enhances the productivity of a single milling machine by combining multiple-propertied inserts with variable approach angles.
Posted: June 9, 2020



For 100 years, new cutting materials, new chip breakers, and a few new tooling systems have been invented to optimize turning. However, the actual process has remained essentially unchanged: A contour is created with an indexable insert positioned at a fixed angle to the workpiece.
Instead of using a fixed tool, high dynamic turning (HDT) with FreeTurn tooling from Ceratizit USA (Warren, MI) varies the tool’s approach and point of contact in the machine. As a result, virtually all traditional turning operations – roughing, finishing, contour turning, face turning, and longitudinal turning – can be done with one tool without the risk of collision.
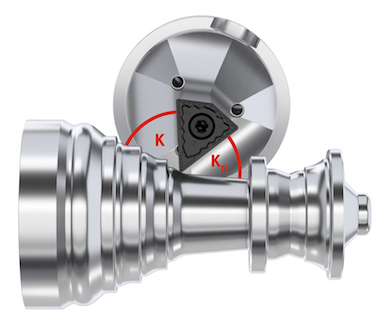
Due to the rotation around its own tool axis, the cutting edge can be changed without interrupting the cutting process. Additionally, the approach angle is freely variable at any time and can be changed while cutting. Depending on machine, previously impossible operations – such as cutting from above and below – are possible. In addition to greatly enhancing flexible machining of almost every workpiece contour, this optimizes chip breaking, raises feed rates, and increases tool life.
The FreeTurn toolholder, together with its slim shank and axial concept that optimizes the direction of the cutting forces into the spindle, form a stable unit. At the cutting end, a multisided insert consisting of several cutting edges with different angle points, coatings, and/or cutting materials is screwed into place. Performing multiple operations with one tool lowers tool change times, magazine loadouts, and overall tool costs.
Ceratizit relies on an open source model, which enables companies to develop their own HDT process. In a recent example from Spanish manufacturer Rotor, an indexable insert with two different cutting edges was used to make an aluminium wheel hub. One cutting edge was used for roughing (1,500 rpm, ap = 2 mm, f = 0.4 mm/rev) and one for finishing (2,000 rpm, ap < 1 mm, f = 0.25 mm/rev). Because the approach angle can be changed during machining, all contours – even undercuts – were machined in one setup. Cutting in both directions also increased efficiency. In the end, the company used four fewer tools and reduced machining time by 30%.
Ceratizit is initially offering four indexable FreeTurn insert geometries for machining steel/stainless steel (2x roughing and 1x finishing, 3x roughing, symmetrical) and aluminium (3 cutting edges, symmetrical). Holders are available with a range of overhang lengths for each size and for the HSK-T and PSC machine interfaces.
This insert package is available to interested parties on a test program basis. For details, email FreeTurn@ceratizit.com.
Booth W-431900


