As Machine Technology Advances, The Chuck Must Follow
Just as the right workholding can improve your bottom line, inappropriate workholding can eat into profits. Make sure the chuck that came with your lathe isn’t keeping the machine from delivering the throughput and increased capacity it’s capable of.
Posted: July 22, 2020

BY STEVE HARTUNG
Lathe chucks and jaws are the closest components to your workpiece, so chuck design greatly affects efficiency and quality. So ask yourself this question: Could your selection be falling short?
Two types of lathes are used in metal manufacturing. With a horizontal lathe, the chuck turns in a vertical position, and the tools approach from the right or left. A vertical lathe turns the chuck in a horizontal position from the base of the machine, and the tools approach the workpiece from the top. While the horizontal lathe has been a long-standing fixture in most machine shops, vertical turning lathes (VTLs) are gaining market share.
Horizontal or vertical, lathes come equipped with a standard power bar wedge chuck. The robust design lasts a long time, but it hasn’t changed much since its introduction in 1902.
Machine technology, however, has. Larger tool magazines hold tool suites that are set up, touched off, and pulled up in a control program to perform a task without additional setup. Multiaxis spindles turn lathes into mills that perform both operations simultaneously, allowing operators to create geometries with very small tools turning at proper cutting speeds – a huge advancement in capability. Quick-change toolholders allow for changing of tools within seconds, reducing cycle times and throughput.
Coupled with futuristic controllers and CAM software, these features contribute to a machining revolution.
Not All Chucks Are Created Equal
Older-style chucks can eat into profits by preventing sophisticated machine platforms from delivering the throughput and increased capacity they’re capable of. Changing jaws can take a long time, guidances aren’t precise, part deformation often increases, and there’s a lot of manual effort to move from job to job.
To help customers optimize their lathe investment, Schunk breaks chucks into four categories based on combined needs and performance. Moving from simple to complex, they are:
- Conventional chucks. The most basic design and, because they’re pre-packaged with virtually every new lathe, the most common. They meet the high demands of modern machines and can be used for various applications.
- Flexible chucks. Developed to streamline production in high-mix, low-volume (HMLV) manufacturing environments, which require frequent changeover. Many feature a quick-change jaw system that allows for rapid setup. When you’re switching out and doing a lot of changeovers, these chucks are most likely your best option.
- Tech Line. Let’s say you have a thin wall part that’s easily deformed. Designed to address part challenges common to an industry or application, a Tech Line chuck used in this application would keep the part in a relaxed state, reducing waste due to deformed parts by reducing form error.
Other Tech Line chucks are designed specifically for VTLs and other high-debris, high-contaminant environments that require extra cleaning and maintenance. Another type uses centrifugal force compensation so you can clamp at low pressure and spin at relatively high RPMs without losing gripping force.
- Engineered chucks. A one-off designed for a specific part or a standard chuck equipped with special features. To help customers manage costs, we recommend the latter whenever possible. This approach also ensures we have replacement parts on hand when and if they’re needed.
Choosing The Right Chuck For Your Application
Recently, a HMLV customer who’d bought a multiaxis lathe was satisfied with his purchase but using the machine less than he anticipated. Because utilization is critical to justifying any machine tool purchase, the issue needed to be addressed quickly.
After looking at the entire production process, the customer identified what was working well: The machine made parts faster and more part features were being completed. But he also realized what needed to be improved: Changeover time between each job was too long.
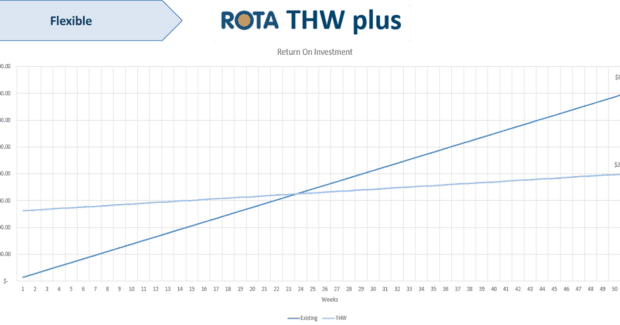
To help customers determine which chuck type is right for their application, we developed a return on investment (ROI) calculator that quantifies cost savings and payback period for each of our chucks based on size, price, jaw package, machine rate, and setup time.
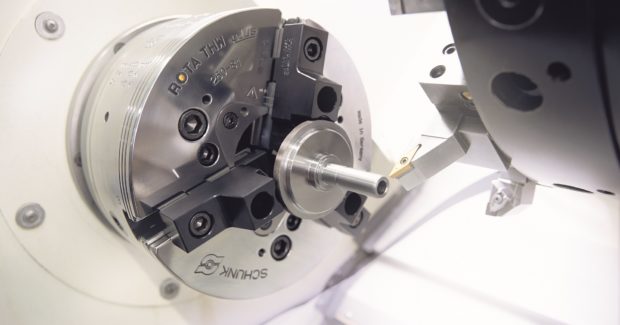
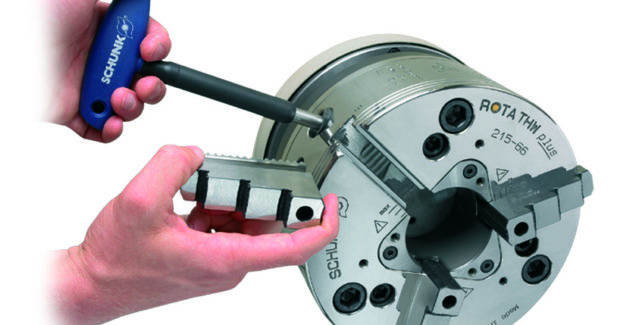
Our sales manager and customer input the data for his machine’s current setup and compared it to a setup with our flexible 3-jaw ROTA THW Plus power chuck with jaw quick-change system that eliminates having to turn out the jaws again. Designed for use on universal CNC lathes, turn/mill centers, and vertical pickup lathes, the chuck’s large through-hole allows machining of all standard pipe diameters. High clamping forces provide process-reliable clamping and high quick-change repeatability eliminates re-boring of already machined jaws.
The numbers show that changing chucks would increase machine utilization to 92% and decrease setup costs from $17.19 to $3.44. The ROTA THW Plus paid for itself within 23 weeks by saving $550 per week on utilization costs, producing a $15,600.30 first-year ROI after purchase price. In addition, the customer could expect to save an additional $26,000 per year as operating costs decreased and savings compounded.
The customer chose to make the switch. As you can see, the appropriate workholding has a tangible, positive impact on a shop’s bottom line.
Subscribe to learn the latest in manufacturing.



