It’s Kinda Like Machining Automotive Components, But Not Really…
Agricultural and construction equipment uses many of the same components you see in cars, but they’re a lot bigger, a lot heavier, and generate a lot more swarf. Machining engine blocks and gearbox housings requires a different type of machine tool.
Posted: January 25, 2021


BY STEPHANIE JOHNSTON
Like cars, agricultural and construction equipment has axes, gearbox housings, engine blocks, cylinder heads and hydraulic component systems. But that’s pretty much where the similarity ends.
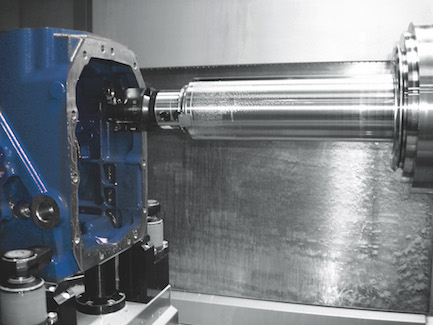
Components are manufactured in significantly lower quantities and are more specialized in design. They’re primarily made of steel and cast iron and are large and heavy with challenging contours. Cast components often have large material allowances that produce a large volume of chips. Half-axes and axes drives are common, so quills — an extendable part of the spindle used to machine difficult-to-reach areas – are often used. A quill is a cost-effective alternative to vibration-damped standard tools that require extensions, and the improved length-to-diameter ratio improves process stability.
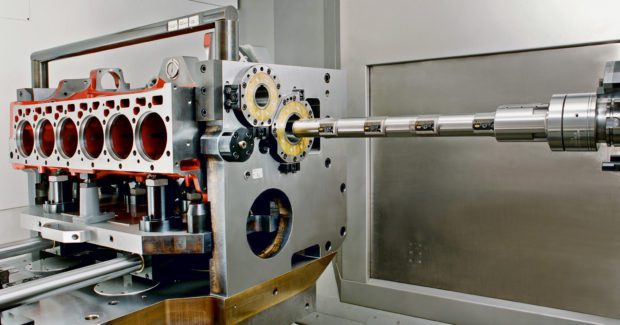
Even so, long tools remain indispensable for producing crankshaft and camshaft bores in the straight-four or straight-six engines commonly used in agricultural and construction machinery. To ensure engine longevity, the bores must be made with high precision in one pass.
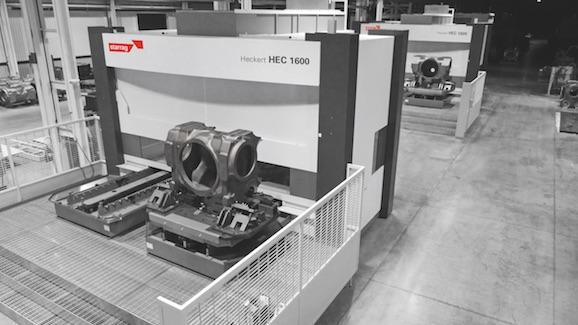
Such applications require heavy-duty and flexible machining centers.
One of Switzerland-based Starrag Group’s 10 machine tool brands is Heckert. Products range from 4-axis horizontal machining centers with pallets from 16 inches to 32 inches (400 mm to 800 mm) to the 4-/5-axis Large Athletic Series with pallets starting at 39 inches by 32 inches (1,000 mm x 800 mm). Because the axis traverse paths are relatively large in relation to pallet size, a manufacturer may be able to use a smaller machine that costs less.
Configurations range from a single machine to automated production lines with direct chip disposal even when dry machining. They feature rigid, thermo-symmetrically designed components and digital AC feed drives as well as elaborate profile rail guides and ball screw spindles in all linear axes.
Starrag can add an NC quill to machine bearing seats or other molded elements in interior spaces or to machine gearbox housings and half axes with long axis funnels that would otherwise require long tools that are susceptible to vibration. The quill extends 20 inches (500 mm) in the Z-direction on compact models. It’s 5 inches (125 mm) in diameter and offers a maximum speed of 4,000 rpm. For machining centers with a pallet size starting from 39 inches (1,000 mm), there’s an additional quill measuring 6 inches (150 mm) in diameter with a traverse path of 30 inches (760 mm).
Compact HEC 500 to HEC 800 5-axis machining centers are equipped with a rotary swivel table; the large centers have a swivel head as a fifth axis. This reduces the number of clamping positions, increasing productivity by minimizing nonproductive time.
Five axes also facilitate machining of bulky swing axes. For example, an axis clamped above cheek height can be machined on both front faces using a Heckert 800 X5 machine without having to re-clamp. Attachment points along the longitudinal axis can be positioned and fitted precisely by adjusting the fifth axis for greater accuracy and shorter tool-changing times.
The multiprocess machines also completely machine planetary gear carriers installed in gearboxes and, sometimes, in the axes. Precise positioning provides the required bore shape and position tolerances, and an integrated turning function eliminates the need to transfer the workpiece to a lathe. The ability to carry out direct toothing in one clamping operation also increases profitability.
Subscribe to learn the latest in manufacturing.



